-
-

- © rosatom.ru
В компании «АЭМ-технологии» (входит в машиностроительный дивизион Росатома — «Атомэнергомаш») провели одну из ключевых сварочных операций на многоцелевом исследовательском реакторе на быстрых нейтронах (МБИР).
В Волгодонском «Атоммаше» прошла сварка корпуса корзины МБИР и камеры высокого давления. Длина сварного шва превысила 6 метров при толщине стенки изделия в 22 мм. Корзина будет установлена внутри корпуса исследовательского реактора. Она предназначена для разделения входящего и выходящего из МБИР потоков теплоносителя, организации охлаждения корпуса реактора и внутрикорпусных устройств, а также размещения в корпусе дополнительных деталей. Вес готовой корзины МБИР составит 45 тонн, длина превысит 5 метров, диаметр — 3 метра.
Всего на базе Волгодонского филиала будет изготовлено 14 изделий для многоцелевого исследовательского реактора общим весом свыше 360 тонн (в том числе корпусные элементы и опорные конструкции). «Компания «АЭМ-технологии» является поставщиком основного оборудования реакторной установки МБИР.
-
-
-

- © cdn3.tass.ru
25 августа 2018 года в 19:20 (14:20 мск) первая топливная кассета загружена в активную зону реактора энергоблока № 4 Тяньваньской АЭС в Китае. Всего в реактор четвёртого энергоблока станции загрузят 163 тепловыделяющие сборки.
Загрузка ядерного топлива означает начало этапа физического пуска энергоблока. Следующим этапом станет энергопуск с дальнейшим подключением к энергосети Китая.
Вторая очередь Тяньваньской АЭС (третий и четвертый энергоблоки) сооружаются при содействии АСЭ (Инжиниринговый дивизион госкорпорации «Росатом»). В настоящее время на Тяньваньской АЭС работают три энергоблока ВВЭР-1000, сооруженные по российскому проекту.
Тяньваньская АЭС — самый крупный объект российско-китайского экономического сотрудничества. Пуск первой очереди Тяньваньской АЭС (1,2 энергоблоки) состоялся в 2007 году. Энергопуск блока № 3 Тяньваньской АЭС был осуществлен в декабре 2017 года.
-
-
-

- © www.rosatom.ru
В активную зону реактора ВВЭР-1000 энергоблока № 2 АЭС «Темелин» (Чехия) загружены 48 тепловыделяющих сборок новой модификации ТВСА-Т.mod.2 производства Топливной компании Росатома «ТВЭЛ». Загрузка произведена в рамках планово-предупредительного ремонта.
По сравнению с тепловыделяющими сборками TVSA-T, ранее поставлявшихся на АЭС «Темелин», конструкция ТВСА-Т.mod.2 обеспечивают более высокую экономическую эффективность эксплуатации ядерного топлива, а также обладает большей жесткостью каркаса и меньшим гидравлическим сопротивлением, что также положительно отразится на эксплуатационных характеристиках.
Серийное производство новых тепловыделяющих сборок началось в 2018 году на «Машиностроительном заводе» (ПАО «МСЗ», фабрикационное предприятия Топливной компании Росатома «ТВЭЛ» в г. Электросталь, Московская обл.).
-
-
«ОКБМ Африкантов» (входит в машиностроительный дивизион Росатома — Атомэнергомаш) завершило разработку эскизных проектов реакторной установки РИТМ-200Б для офшорного атомного ледокола и РИТМ-400 для атомного ледокола «Лидер» проекта 10510.
Об этом сообщает пресс-служба конструкторского бюро, отмечая, что на базе установки РИТМ-200 также разработан принципиально новый проект РИТМ-200М для оптимизированного плавучего энергоблока (ОПЭБ). Мобильный энергоблок способен производить электроэнергию или обеспечивать комбинированное производство электроэнергии и тепла для бытовых и промышленных потребителей.
Фото с сайта iceberg.sp.ru
-
-

- © pravdaurfo.ru
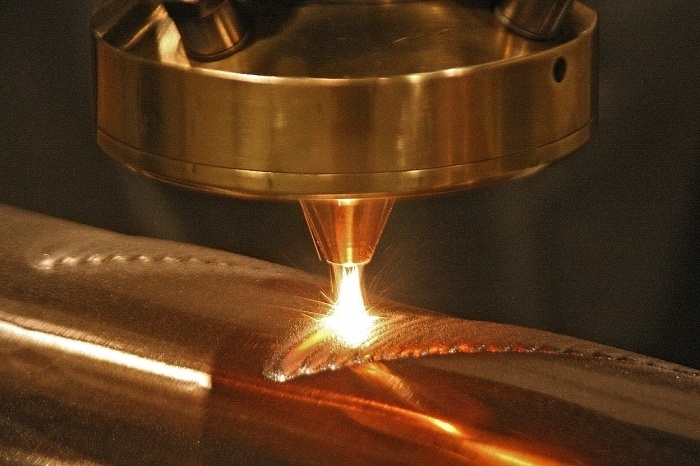
Специалисты Российского федерального ядерного центра — ВНИИ экспериментальной физики (РФЯЦ-ВНИИЭФ, входит в «Росатом») разработали новую технологию двухлучевой лазерной сварки алюминиевых сплавов и конструкционных сталей.
По данным ядерного центра, изобретение уже запатентовано и может применяться в различных отраслях машиностроения для сварки изделий из конструкционных сталей и алюминиевых сплавов. Процесс сварки обеспечивается двумя лазерами — импульсным и непрерывным. Это позволяет избежать образования трещин, а также проводить соединение трудносвариваемых конструкционных сталей и алюминиевых сплавов, в том числе сложной геометрии. Помимо этого, появляется возможность проводить сварку как в закрытом помещении, так и на воздухе.
По словам одного из разработчиков технологии — научного сотрудника института экспериментальной физики Николая Дьянова, спектр решаемых задач можно значительно расширить за счет комбинирования различных типов лазеров (непрерывные, квазинепрерывные, импульсные…) и параметров лазерного излучения (длин волн, мощности излучения и так далее).
Новая технология уже применяется в подразделениях РФЯЦ-ВНИИЭФ, а также на ФГУП «ПО «Маяк» в Озерске.
-
-
-

- © rosenergoatom.ru
Дополнительная выработка электроэнергии российскими АЭС (филиалы Концерна «Росэнергоатом», входит в Электроэнергетический дивизион Росатома) в 2018 году уже превысила 5 миллиардов киловатт-часов.
Сверх планового задания (по состоянию на 17 августа) с начала года атомными станциями было выработано 5013,75 млн кВтч электроэнергии. Плановое задание ФАС по выработке электроэнергии выполнено на 104,17%. Всего с начала 2018 года АЭС России выработали (на 17 августа) 125,257 млрд кВтч электроэнергии при плановом задании 120,244 млрд кВтч, а с начала месяца — 9098,88 млн кВтч (при плане 8534,66 млн кВтч). Целевой уровень по выработке электроэнергии для АЭС Концерна «Росэнергоатом» в 2018 году составляет 203,5 миллиардов киловатт-часов.
-
-
-

- На строящемся энергоблоке №2 Нововоронежской АЭС-2 успешно завершились гидравлические испытания второго контура на плотность и прочность
- © rosenergoatom.ru
В рамках этапа холодно-горячей обкатки (ХГО) оборудования на энергоблоке № 2 Нововоронежской АЭС-2 (№ 7 НВАЭС) 10 августа 13:40 успешно завершились гидравлические испытания 2-го контура на плотность и прочность.
Испытания подтвердили, что оборудование и трубопроводы второго контура изготовлены и смонтированы качественно, их теплогидравлические, прочностные, вибрационные и динамические характеристики соответствуют проектным.
Таким образом, успешная реализация всех испытаний в рамках «холодной» фазы холодно-горячей обкатки оборудования энергоблока № 2 НВАЭС-2 (№ 7 НВАЭС) будет означать переход к следующей фазе этапа — «горячей».
Этап холодно-горячей обкатки оборудования — последняя крупная технологическая операция перед физическим пуском — начался на энергоблоке 1 августа.
-
-
-

- © rosenergoatom.ru
Всероссийский научно-исследовательский Институт по Эксплуатации Атомных Электростанций ввёл в эксплуатацию первый в электроэнергетическом дивизионе Росатома мобильный комплекс гамма-спектрометрического оборудования, нацеленный на повышение безопасности эксплуатации АЭС и улучшение условий труда персонала.
В Нововоронежском филиале АО «ВНИИАЭС» реализован инвестиционный проект по созданию системы мониторинга состава активированных отложений на внутренней поверхности первого контура АЭС с реакторами ВВЭР и контура многократной принудительной циркуляции энергоблоков РБМК.
На основании анализа гамма-активных изотопов оценивается полнота и качество водно-химического режима реакторных установок. Результаты измерений позволят повысить эффективность контроля коррозионных процессов в оборудовании и трубопроводах энергоблоков АЭС.
Мониторинг выполняется дистанционно, с внешней стороны оборудования, поэтому использование системы приведет к снижению дозовых нагрузок на персонал, которому теперь не придется проводить сложную процедуру — вскрывать оборудование первого контура и брать пробы с внутренней поверхности.
-
-
-

- © www.rosatom.ru
9 августа на строительной площадке Курской АЭС-2 прошло торжественное мероприятие в честь окончания бетонирования фундамента первого энергоблока ВВР-ТОИ.
Бетонирование фундаментной плиты энергоблока № 1 — это одно из ключевых событий года на площадке сооружения второй очереди станции, завершение первой крупной технологической операции.
К настоящему времени на площадке сооружения Курской АЭС-2 сформирован внешний контур подземной части реакторного здания энергоблока № 1, где будут размещаться устройство удержания активной зоны реактора («ловушка расплава»), а также технологические помещения. Кроме того, идет монтаж армоблоков на внутренних и кольцевых стенах объекта.
Энергоблоки № 1 и № 2 КуАЭС-2 поколения «3+" являются пилотными энергоблоками, сооружаемыми по проекту ВВЭР-ТОИ (водо-водяной энергетический реактор типовой оптимизированный информационный). Это новый проект, созданный российскими проектировщиками (Группа компаний ASE, инжиниринговый дивизион Госкорпорации «Росатом») на базе технических решений проекта АЭС с ВВЭР-1200.
-
-
На Курской АЭС-2 (генеральный проектировщик и генеральный подрядчик — АСЭ, инжиниринговый дивизион госкорпорации «Росатом») специалисты завершили первый этап по возведению стен реакторного отделения энергоблока № 1 на месяц раньше установленного графиком срока.
Стены были возведены с отметки -5,400 до отметки -2,150.
Работы проводила подрядная организация «Трест РосСЭМ», входящая в структуру инжинирингового дивизиона Росатома.
Специалистами «Треста РосСЭМ» выполнены работы по монтажу укрупнённых арматурных блоков общей массой 413 тонн и уложено 859 кубометров. бетона.
Следующим ключевым событием на площадке сооружения Курской АЭС-2 будет монтаж одного из важных элементов системы безопасности — устройства локализации расплава, или ловушки расплава. Проведения этих работ запланировано на ноябрь-декабрь текущего года.
-
-

- © rosatom.ru
На второй очереди Ленинградской АЭС началось комплексное опробование инновационного энергоблока № 1. В течение 15 суток энергоблок будет работать в непрерывном режиме на уровне мощности 100%.
В это время окончательно будет подтверждена работоспособность и соответствие проекту всех технологических систем и оборудования.
-
-
-

- © rosatom.ru
В ПАО «ППГХО» (Забайкальский край, входит в контур управления Уранового холдинга «АРМЗ"/Горнорудный дивизион Госкорпорации «Росатом») началась отработка технологии получения ферросилиция. Работы ведутся в рамках программы диверсификации.
Технологию производства ферросилиция из пиритных огарков разработала Центральная научно-исследовательская лаборатория ППГХО при участии компании «Шимко групп».
Пиритные огарки накапливались в ППГХО как отходы применявшейся до начала 1990-х годов технологии производства серной кислоты. За 20 лет работы цеха их накопилось около 4,5 млн. тонн. Таким образом, в случае успешных испытаний технологии, реализация проекта приведет не только к получению дополнительной прибыли, но и к существенному снижению нагрузки на окружающую среду.
-
-
-

- © energybase.ru
На стройплощадке инновационного энергоблока № 2 Ленинградской АЭС-2 специалисты завершили монтаж всего основного оборудования турбинного цеха. Работы ведутся в полном соответствии с графиком.
«На сегодняшний день уже находятся на проектных отметках: статор, сепараторы-пароперегреватели, деаэратор, конденсаторы турбины, подогреватели высокого и низкого давления, теплообменники. Выполнена центровка вала турбины, успешно эксплуатируются три мостовых крана. На четырех отметках здания турбины, общая площадь которых составляет почти 25 тыс. кв. метров, ведется монтаж более 5 тыс. тонн трубопроводов и почти 4 тыс. единиц арматуры», — сообщил Алексей Бирюков, главный специалист по монтажным работам отдела строительного контроля УКС строящейся Ленинградской АЭС.
-
-
-

- © www.atominfo.ru
С территории завода «ТЯЖМАШ» был отправлен транспортный шлюз для Ленинградской АЭС-2. Изделию предстоит добраться по автомобильной дороге до причала АО «СНПЗ», затем его путь будет проложен на речной барже через Волгу и Онежское озеро, а конечной точкой маршрута станет город Сосновый Бор в Ленинградской области.
В истории предприятия это уже второй транспортный шлюз: в 2017 году подобное изделие было отгружено на Белорусскую АЭС.
Благодаря накопленному опыту заводчане смогли ускорить многие процессы, в частности пусконаладку и приёмо-сдаточные испытания. Кроме того, была отлажена настройка датчиков перемещения полотна и повышена точность его позиционирования.
Сегодня в работе у коллектива осталось ещё пять транспортных шлюзов — один для Белорусской АЭС и по два для Курской АЭС-2 и АЭС «Руппур» в Бангладеш. Также идёт активная борьба за участие в тендерах для других зарубежных станций.
-
-
-

- © rosatom.ru
На энергоблоке № 2 Нововоронежской АЭС-2 стартовал этап холодно-горячей обкатки оборудования — важнейшего этапа пуско-наладочных работ. Этап ХГО продлится около 100 суток. Обкатка началась с «холодной» фазы", которая в соответствии с графиком займет 35 суток.
«Мы уже провели гидравлические испытания 1-го и 2-го контура на давление 3,2 Мпа и 2,0 Мпа, подтвердили целостность этих контуров, — отметил директор Нововоронежской АЭС Владимир Поваров. — Теперь будем включать главные циркуляционные насосы, выполнять необходимые испытания на плотность и прочность. Мы должны подтвердить, что все механизмы работают штатно и впоследствии перейти к этапам, которые связаны с получением лицензии Ростехнадзора на загрузку ядерного топлива в реактор».
-
-
-

- © www.rosatom.ru
В ПАО «ЗиО-Подольск» (входит в машиностроительный дивизион Росатома — «Атомэнергомаш») завершился процесс приварки четырёх гидрокамер к корпусу реактора силовой установки «РИТМ-200». Операция была проведена в ходе изготовления первого реактора для второго серийного атомного ледокола проекта 22220 «Урал».
В ходе работы применялась технология управляемой сварки, позволяющая контролировать и управлять сварочными деформациями для получения заданных значений геометрических размеров изделия. «Это самая сложная технологическая операция сварки при изготовлении корпуса реактора. Длится она непрерывно в течение 17 дней. Две смены идут сварочные работы, в третью — радиографический контроль. Среди сложностей я бы назвал стеснённые условия работы в специальном сборочно-сварочном стапеле, неповоротное положение сварных швов, глубокую разделку — толщина шва составляет 82 мм», — пояснил главный сварщик ПАО «ЗиО-Подольск» Александр Морозов.
Кроме того, завод завершил изготовление гидрокамер для второго реактора РУ «РИТМ-200» ледокола «Урала». Операция по их сварке с корпусом реактора пройдёт в августе.
Ранее «ЗиО-Подольск» изготовил реакторные установки «РИТМ-200» для ледоколов нового поколения «Арктика» и «Сибирь».
-
-
Атомные ледоколы Росатомфлота за зимне-весеннею навигацию обеспечили проводку 253 судов валовой вместимостью 10,9 млн тонн
-

- © portnews.ru
Атомный ледокол «Таймыр» Росатомфлота 22 июля 2018 года завершил проводку танкера «Псков» из Обской губы в район мыс Желания. Ледокольное обеспечение этого рейса стало заключительным этапом зимне-весенней навигации Росатомфлота. За восемь месяцев работы в акватории Северного морского пути — с декабря 2017 по июль 2018 года — атомные ледоколы ФГУП «Атомфлот» обеспечили безопасную проводку 253 судов суммарной валовой вместимостью 10,9 млн тонн (за декабрь 2016 года — июнь 2017 года это значение составило 5,6 млн тонн).
-
-
-

- © vniinm.ru
Специалисты Высокотехнологического научно-исследовательского института неорганических материалов имени академика А.А. Бочвара (ВНИИНМ) разработали основные элементы технологии изготовления волокон карбида кремния для создания композитных конструкционных материалов, а также труб-оболочек тепловыделяющих элементов (ТВЭЛ) нового поколения на основе карбида кремния (SiC). Данные работы ведутся в рамках программы по созданию толерантного ядерного топлива, которое позволит существенно повысить безопасность атомных станций.
-
-
-

- © www.rosatom.ru
-
-
-

- На Ленинградской АЭС специалисты выполнили сварку главного циркуляционного трубопровода энергоблока №2 с реактором ВВЭР-1200 быстрее аналогичной операции на первом энергоблоке
- © rosenergoatom.ru
На втором энергоблоке с реактором ВВЭР-1200 Ленинградской АЭС завершена сварка перлитной части и термообработка стыков главного циркуляционного трубопровода (ГЦТ). Все элементы трубопровода соединены между собой и приварены к корпусу реактора, парогенераторам и главным циркуляционным насосам.
Специалисты генподрядной организации справились с этой важной тепломонтажной операцией за 85 суток. Это на 23 суток меньше, чем потребовалось для выполнения аналогичной операции на первом энергоблоке ВВЭР-1200 в 2015 году.
Как рассказал главный инженер строящейся Ленинградской АЭС Александр Беляев, сокращение сроков производства данных работ было достигнуто за счет нескольких факторов: наличия высококлассных специалистов, имеющих опыт работ по сварке ГЦТ на энергоблоке № 1 ВВЭР-1200, четкой организации всего технологического процесса, оптимизации операций нагрева под сварку и термообработку, повышения уровня взаимодействия между монтажным и сварочным участком подрядной организации. Большую роль сыграло и то, что руководство Ленинградской АЭС обеспечило надежное функционирование системы контроля за выполнением сварки трубопровода.
-