
Фрикционный вал. Этапы производства на ПКФ «Станкосервис» г. Рязань
Следи за успехами России в Телеграм @sdelanounas_ru-

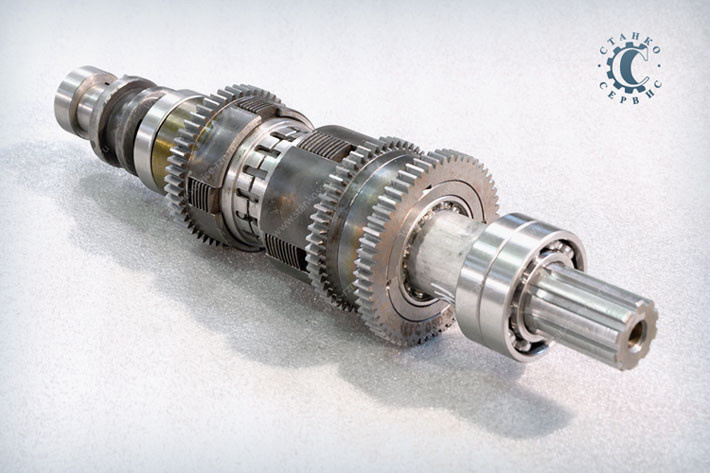
- Фрикционный вал радиально-сверлильного станка 2М55 (2А554)

На предприятии ПКФ «Станкосервис» (г.Рязань) освоен выпуск фрикционных валов для наиболее популярных моделей токарных станков — 1К62, 16К20, 16Р25 и 1М63, фрикционных муфт для радиально-сверлильных станков 2М55, 2М57, 2М58 и для универсальных фрезерных станков 6Р12, 6Р13.
Небольшой обзор этапов производства этого важного узла.
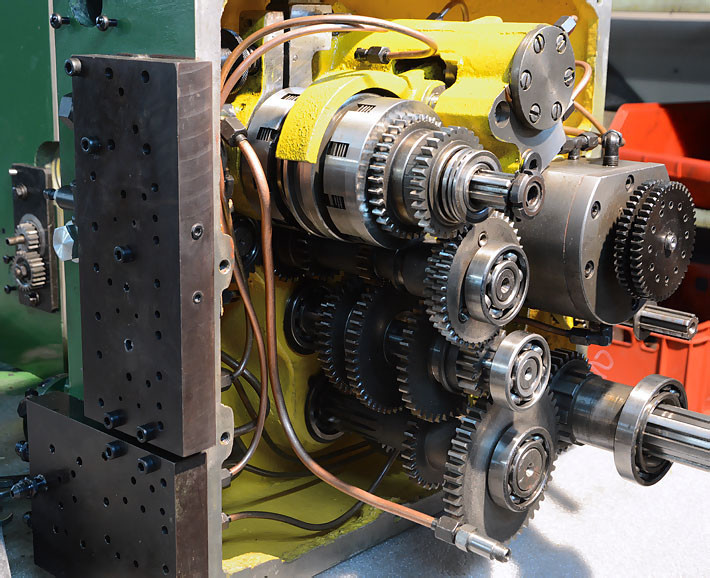
Фрикционный вал установлен во многих типах универсальных станков (токарных, сверлильных, фрезерных) и служит для передачи крутящего момента с помощью фрикционных дисков.
В этой статье речь пойдёт об изготовлении двухсторонней фрикционной дисковой муфте самых распространённых моделей токарно-винторезных станков — 1К62, 16К20 и 1М63.

Основные этапы производства фрикционного вала (муфты).
Вал будущего фрикциона изготавливается на токарных станках. Шлицы нарезают на шлицефрезерном станке, затем они проходят термическую обработку на установке ТВЧ и шлифуются.
В валу с одного конца сверлится отверстие под тягу, фрезеруются пазы под шпильку и коромысло. С помощью тяги и коромысла включается левая или правая половина муфты, что обеспечивает вращения шпинделя против часовой стрелки (нормальное вращение) или по часовой стрелке (обратное).
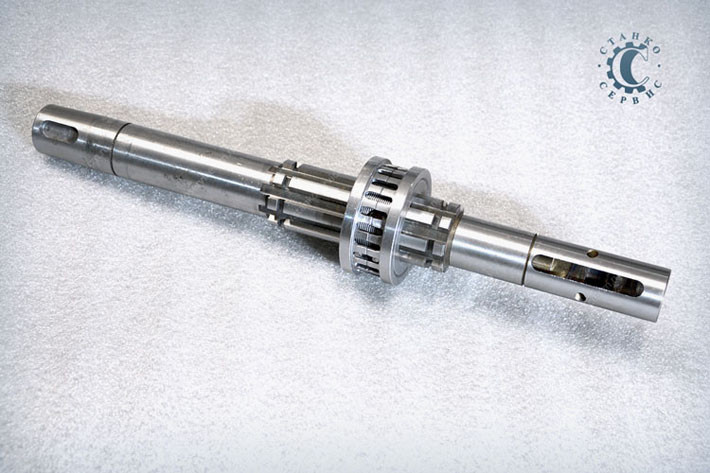
Фрезеровка пазов под коромысло. Шлицевой вал:

В центре вала на шлицах устанавливается разгонная муфта. Она служит для плавной передачи крутящего момента к основным узлам фрикционного вала.
-
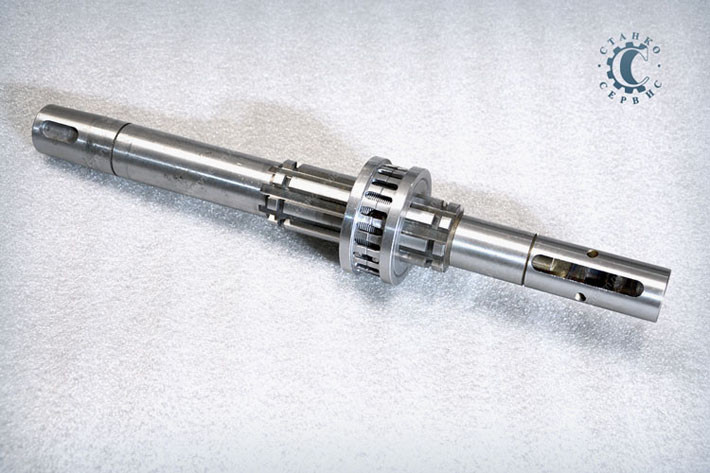
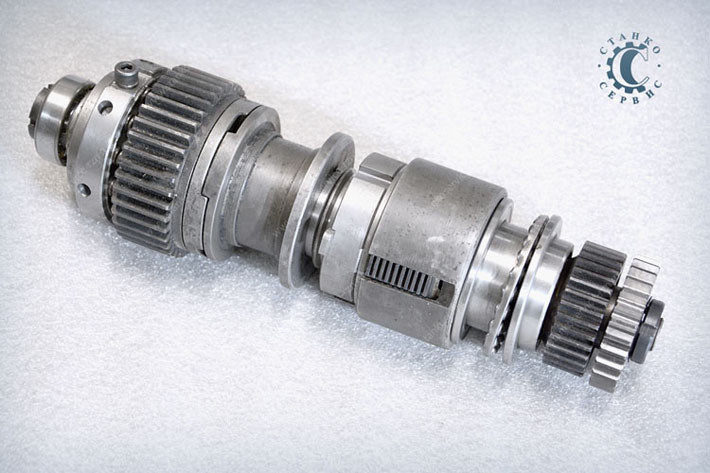
- Вал с установленной разгонной муфтой
Фрикционная муфта состоит из двух несвязанных между собой половин. Левой и правой. Диски первого ряда насажены на шлицевой вал и вращаются вместе с ним. Эти диски не связаны с корпусом муфты. Диски второго ряда закреплены в пазах зубчатого корпуса называемого корзиной или чашкой.
Фрикционные диски изготавливаются методом лазерной резки из пружинной стали. После нарезки их закаляют и шлифуют.
-
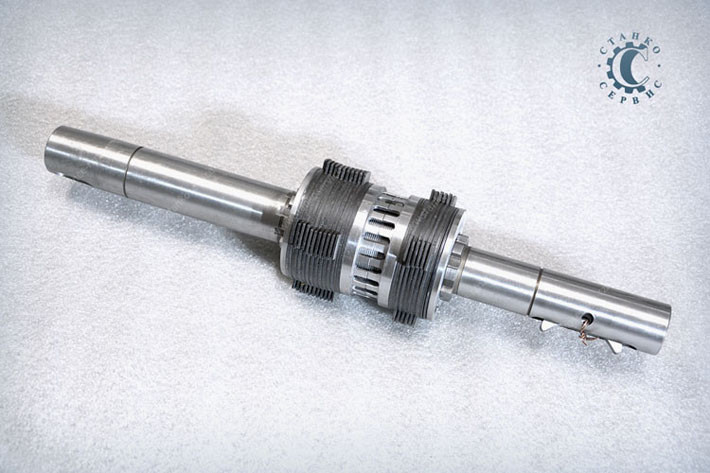
- Вал с фрикционными дисками и разгонной муфтой

Фрезеровка пазов корзины фрикциона на фрезерном станке:
Корзина фрикционного вала является наиболее нагруженной деталью. При неправильном обращении со станком, зубья чашки может сорвать (торможение шпинделя реверсом, резкое переключение скорости вращения, минуя нейтральное положение). Для обеспечения надёжной работы после механической обработки, чашку закаляют, а её зубья шлифуют, чтобы устранить негативное последствие нагрева на точность готовой детали.
Шлифовка зубьев корзины:
-

- Готовые корзины фрикционного вала токарного станка 1К62

Сборка нового вала производится с использованием оправок и занимает не более 10 минут. После сборки, вал регулируют и отправляют на склад готовой продукции.
-
- Фрикционный вал токарного станка 1К62

-
- Фрикционный вал фрезерного станка 6Р12/6Р13

Окончательная сборка фрикционного вала 16К20:
Кстати, а вы знали, что на «Сделано у нас» статьи публикуют посетители, такие же как и вы? И никакой премодерации, согласований и разрешений! Любой может добавить новость. А лучшие попадут в телеграмм @sdelanounas_ru. Подробнее о том как работает наш сайт здесь👈



28.02.1621:00:13
28.02.1621:13:16
28.02.1621:53:52
28.02.1622:07:32
29.02.1611:12:05
29.02.1614:44:41
29.02.1615:08:24
29.02.1615:56:38
12.03.1622:23:30
15.03.1610:19:54