-
 © www.mashportal.ru
© www.mashportal.ruФилиал АО «АЭМ-технологии» «Петрозаводскмаш» ввел в эксплуатацию новый сварочный манипулятор, который предназначен для установки в удобное положение изделий под сварку.
Отличительной особенностью оборудования является высокая грузоподъемность — 90 тонн. Оборудование управляется от автоматизированной системы, есть пульт дистанционного управления.
Сварочный манипулятор будет задействован в работах по выполнению кольцевых швов приварки фланца и патрубков к корпусу ГЦН, а также при изготовлении другой серийной продукции. Наряду с имеющимся сварочным манипулятором, использование нового оборудования позволит сократить цикл изготовления выпускаемой продукции, в том числе благодаря параллельному процессу выполнения сварочных операций.
-
 © www.aem-group.ru
© www.aem-group.ruПетрозаводский филиал АО «АЭМ-технологии» (входит в машиностроительный дивизион Росатома — Атомэнергомаш; является членом Карельского реготделения СоюзМаш) приступил к изготовлению корпусов главных циркуляционных насосов (ГЦН), предназначенных для АЭС «Руппур» (Республика Бангладеш), блок № 1. Для комплектации ГЦН изготовлены первые основные детали — направляющие аппараты.
Главный циркуляционный насос — изделие первого класса безопасности. На атомной станции он обеспечивает циркуляцию теплоносителя из реактора в парогенераторы и работает под давлением теплоносителя около 160 атмосфер и при температуре 300 градусов. Масса одного корпуса составляет более 31 т при высоте 3,5 м и ширине свыше 3 м. К корпусу прилагается элемент подвески, так называемая проставка; вместе с ней вес изделия достигает 48 т.
Направляющий аппарат состоит из нижнего и верхнего дисков, между которыми приваривают 13 направляющих лопаток. Готовый направляющий аппарат соединяют с фланцем. На данный момент успешно прошли необходимые операции неразрушающего контроля все сварные швы направляющих аппаратов из комплекта для первого энергоблока АЭС «Руппур»: швы соединения дисков и лопаток, а также кольцевые швы соединения направляющего аппарата с фланцем. Далее направляющие аппараты поступают на сборку со сферой. Комплект поставки на один энергоблок состоит из четырёх сферических корпусов ГЦН.
-
 https://energybase.ru/processed_images/2500x/432397.jpg © energybase.ru
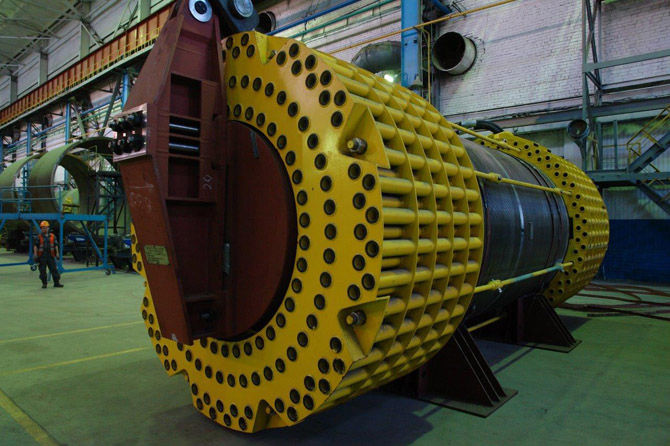
https://energybase.ru/processed_images/2500x/432397.jpg © energybase.ruПетрозаводский филиал АО «АЭМ-технологии» (входит в машиностроительный дивизион Росатома — Атомэнергомаш; является членом Карельского реготделения СоюзМаш) завершил сборку корпусов главных циркуляционных насосов (ГЦН) для первого энергоблока Курской АЭС-2. На изделиях были выполнены все сборочно-сварочные операции, сварные швы успешно выдержали необходимые виды контроля.
Главный циркуляционный насос — изделие первого класса безопасности. На атомной станции он обеспечивает циркуляцию теплоносителя из реактора в парогенераторы и работает под давлением теплоносителя около 160 атмосфер и при температуре 300 градусов. Комплект поставки на один энергоблок состоит из четырёх сферических корпусов ГЦН. Масса одного корпуса составляет более 31 т при высоте 3,5 м и ширине свыше 3 м. К корпусу прилагается элемент подвески, так называемая проставка; вместе с ней вес изделия достигает 48 т.
-
-

- © www.aem-group.ru
В филиале АО «АЭМ-технологии» «Петрозаводскмаш» (входит в машиностроительный дивизион Росатома — Атомэнергомаш) ввели в строй новую установку электрошлаковой наплавки. Оборудование предназначено для нанесения антикоррозионного слоя на внутреннюю поверхность трубных заготовок главного циркуляционного трубопровода (ГЦТ).
Наплавочный комплекс может работать с заготовками длиной до 8,5 метров и внутренним диаметром до одного метра. При этом толщина наплавляемого слоя составляет 5 мм.
По сравнению с имеющимися на заводе установками новый комплекс усовершенствован автоматической системой контроля за положением наплавочной головки и системой удаленного управления сварочными режимами непосредственно с рабочего места технолога.
-
-
-

- © www.aem-group.ru
Компания «АЭМ-технологии» (входит в машиностроительный дивизион Росатома — Атомэнергомаш) отгрузила корпуса главных циркуляционных насосов (ГЦН), которые предназначены для 4-го энергоблока АЭС «Куданкулам» (Индия). Изделия были изготовлены в Петрозаводском филиале компании.
-
-
-

- © aemtech.ru
Компания «АЭМ-технологии» (входит в машиностроительный дивизион Росатома — Атомэнергомаш) отгрузила барботёры, предназначенные для третьего и четвёртого энергоблоков АЭС «Куданкулам» (Индия). Изделия были изготовлены в Петрозаводском филиале компании.
Барботёр — один из важных элементов компенсации давления реакторной установки АЭС. Он предназначен для конденсации пара, поступающего из компенсатора давления в режимах разогрева первого контура реактора. Бак-барботёр представляет собой горизонтальный цилиндрический сосуд длиной около 8 м, диаметром 2,5 м, высотой 4 м, массой 15 тонн.
На всех стадиях изготовления барботёры подвергались тщательному контролю. План качества на изделие насчитывает 231 контрольную точку. Ключевая контрольная операция перед сдачей заказчику — гидравлические испытания, во время которых барботёры заполняли водой и выдерживали в течение 10 минут под давлением 11 атмосфер. Оборудование успешно выдержало все проверки и было принято представителем индийской стороны.
После упаковки барботёры погрузили на автомобили и отправили из Петрозаводска в Санкт-Петербург. Далее из порта Санкт-Петербурга оно будет доставлено морским путём в индийский штат Тамилнад.
-
-
-

- Изготовление заготовки днищ для ёмкостей САОЗ Курской АЭС
- © energybase.ru
Компания «АЭМ-технологии» (входит в машиностроительный дивизион Росатома — Атомэнергомаш) восстановила кузнечно-прессовое оборудование для горячей штамповки днищ в филиале"Петрозаводскмаш". Сегодня на этом оборудовании изготавливаются заготовки днищ для ёмкостей САОЗ Курской АЭС.
Кузнечно-прессовый цех Петрозаводскмаша оснащён вертикальным прессом двойного действия с суммарным усилием 6600 тонн. Несколько лет пресс не использовался и, после необходимого технического обслуживания, был вновь введён в строй.
Днище ёмкости САОЗ изготавливают из листовой биметаллической заготовки толщиной 110 мм., диаметром 4 метра. Процесс штамповки происходит после 6-ти часового разогрева заготовки в газовой печи до температуры 900 С. Вместе с заготовкой всю технологию изготовления днища проходит и «проба» — часть листовой заготовки, используемая в дальнейшем для контроля качества металла. Отштампованные прессом заготовки поступают на термообработку, контроль геометрических размеров и далее на механическую обработку.
Таким образом Петрозаводскмаш будет комплектовать все ёмкости САОЗ днищами собственного производства. Кроме того кузнечно-прессовый цех завода может изготавливать сферические и эллиптические днища для ёмкостных, колонных аппаратов нефтехимического и другого оборудования.
-
-
«Балтийская промышленная компания» наладила замещение импортных комплектующих для станочного оборудования. Предприятие специализируется на производстве и локализации узлов и агрегатов для станков, на их сборке, а также поставках оборудования из Тайваня.
«Мы освоили производство резцедержек и вертикальных магазинов для наших токарных и вертикально-фрезерных станков, — рассказали корреспонденту на стенде предприятия. — На следующий год намечено начало производства шпиндельных узлов». Стенд «Балтийской промышленной компании» на МАКС-2017.
-
-
Компания «АЭМ-технологии» (входит в машиностроительный дивизион Росатома — Атомэнергомаш) завершила изготовление и отгрузку комплекта ёмкостей системы аварийного охлаждения активной зоны (САОЗ) для второго энергоблока Белорусской атомной станции.
Ёмкости САОЗ были изготовлены на Петрозаводском филиале АО «АЭМ-технологии» «Петрозаводскмаш». В процессе изготовления ёмкости подвергались тщательному контролю, включая рентгеновский, ультразвуковой контроли, цветную дефектоскопию. Ключевой контрольной операцией стали гидравлические испытания, которые все четыре ёмкости комплекта успешно выдержали.
Приёмку оборудования на территории завода-изготовителя осуществляла комиссия, в состав которой входили в том числе представители контролирующей организации АО «ВПО «ЗарубежАтомЭнергоСтрой» (АО «ВПО «ЗАЭС»), конечного заказчика Белорусской АЭС, Департамента по ядерной и радиационной безопасности Министерства по чрезвычайным ситуациям Республики Беларусь (Госатомнадзор РБ). Нужно отметить, что Петрозаводскмаш изготовил эти изделия с опережением контрактных сроков на несколько месяцев. Ёмкости отгружены заказчику железнодорожным транспортом.
САОЗ относится к пассивным системам безопасности АЭС и включает в себя 4 гидроёмкости, каждая из которых представляет собой толстостенный сосуд из двухслойной плакированной стали объёмом 60 кубических метров, весом около 75 тонн. На станции ёмкости заполнят водным раствором борной кислоты. При падении давления в первом контуре ниже определённого уровня происходит автоматическая подача жидкости в реактор и охлаждение активной зоны.
-
-
Компания «АЭМ-технологии» изготовила и сдала заказчику комплект трубных узлов главного циркуляционного трубопровода (ГЦТ), предназначенный для второго энергоблока Ленинградской АЭС-2.
Приёмочную инспекцию на территории Петрозаводского филиала АО «АЭМ-технологии» «Петрозаводскмаш» провели представители генподрядчика строящейся Ленинградской атомной станции — «Концерн Титан-2».
ГЦТ соединяет оборудование первого контура атомной станции — реактор, парогенераторы, насосы. Он предназначен для циркуляции теплоносителя — воды температурой 350 градусов под давлением в 17,6 МПа.
-
-
Филиал АО «АЭМ-технологии» «Петрозаводскмаш» изготовил и отгрузил на Белорусскую АЭС комплект ёмкостей системы аварийного охлаждения активной зоны (САОЗ).
Ёмкости предназначены для строящегося энергоблока № 1 Белорусской атомной станции, сообщает пресс-служба предприятия.
Это первый комплект ёмкостей САОЗ, который изготовлен на Петрозаводскмаше по инновационной технологии — с наплавкой плакирующего слоя на внутреннюю поверхность корпусов емкостей. Вместо двуслойного листа для изготовления корпусов ёмкостей использовался лист углеродистой стали, на который на предприятии наносился антикоррозионный слой методом электрошлаковой наплавки.
-
-
Филиал АО «АЭМ-технологии» «Петрозаводскмаш» изготовил и отгрузил четыре корпуса главных циркуляционных насосов с проставками, предназначенных для первого энергоблока Белорусской атомной станции.
После проведения необходимого комплекса сварочных и механосборочных работ изделия успешно выдержали гидравлические испытания в присутствии представителей станции. Проверку корпусов ГЦН осуществляли водой, нагретой до 50 °C. Изделия выдерживались под давлением 250 атм в течение 10 мин. После гидроиспытаний корпуса прошли окончательную механообработку, контрольную сборку с проставками, окраску и были готовы к сдаче контролирующим органам.
Комиссия по приёмке оборудования проконтролировала геометрические размеры корпусов, особое внимание уделила резьбовым поверхностям, сверила маркировку, проработала в полном объёме все планы качества. После положительного заключения комиссии корпуса погрузили на автотранспорт и отправили заказчику.
Главный циркуляционный насос на атомной станции обеспечивает циркуляцию теплоносителя по трубам главного циркуляционного трубопровода и передачу тепловой энергии из реактора в парогенераторы.
-
-
-

- Клиновые задвижки «АЭМ-технологии»
Филиал АО «АЭМ-технологии» «Петрозаводскмаш» в г. Петрозаводск (входит в машиностроительный дивизион Росатома — Атомэнергомаш) освоил новую технологию изготовления корпусов клиновых задвижек, исключающую ручную аргонодуговую сварку при приварке сёдел (элементов корпуса). После ввода в эксплуатацию нового автоматизированного сварочного комплекса данная операция производится полностью в автоматическом режиме.
«При сварке внутренних кольцевых швов ручным способом сварщику нужно добраться до внутренних поверхностей корпуса. Это достаточно проблематично, особенно на малых диаметрах меньше 150 миллиметров, — пояснил руководитель проекта трубопроводной арматуры Петрозаводскмаша Юрий Самцевич. — Сейчас мы автоматизировали этот процесс, что сократит трудоёмкость и повысит качество выполнения данных работ».
После прохождения всех необходимых испытаний полученных сварных соединений, технология автоматической аргонодуговой сварки при приварке сёдел в корпуса задвижек аттестована, сварщики получили необходимые допуски и приступили к работе над штатными изделиями на новом оборудовании.
Клиновые задвижки — изделия трубопроводной запорной арматуры трубопроводов высокого давления на АЭС.
-
-
Литейный завод Петрозаводского филиала АО «АЭМ-технологии» (входит в машиностроительный дивизион Росатома — Атомэнергомаш) приступил к изготовлению станочного литья по заказу ФГУП «Приборостроительный завод», г. Трёхгорный Челябинской обл. (предприятие оружейного комплекса госкорпорации «Росатом»). На предприятии была отлита первая станина для токарного станка — базовая деталь, на которой установлены и закреплены все его механизмы и узлы. Это стало одним из шагов в реализации стратегии импортозамещения в изготовлении деталей станков.
-
-
ОАО «Петрозаводскмаш» успешно завершило проект «Создание ресурсосберегающего производства экологически безопасных транспортно-упаковочных комплектов для хранения и перевозки отработавшего ядерного топлива». Проект реализован совместно с ФГБОУ ВПО «Петрозаводский государственный университет» (ПетрГУ) и ОАО «Конструкторское бюро специального машиностроения».
Результатом работ по проекту стало изготовление опытного образца транспортно-упаковочного комплекта ТУК-146, который предназначен для хранения и перевозки отработавшего ядерного топлива (ОЯТ) реакторов типа ВВЭР-1000/1200. Образец успешно прошёл все испытания, включая испытания на аварийные условия транспортирования: свободное падение с высоты 9 метров и падение на штырь с высоты 1 метр, а также последующие проверки на герметичность.
-
-
ОАО "Петрозаводскмаш", производственная площадка ЗАО "АЭМ-технологии" (входит в машиностроительный дивизион Росатома - Атомэнергомаш), запустило в эксплуатацию новую автоматизированную термическую печь на участке трубных узлов и коллекторов сборочно-сварочного производства.
Печь предназначена для высокотемпературного отпуска деталей трубных узлов главного циркуляционного трубопровода АЭС.
-
-
ОАО «Петрозаводскмаш», производственная площадка ЗАО «АЭМ-технологии» (входит в машиностроительный дивизион Росатома - Атомэнергомаш), отгрузил два корпуса парогенераторов из комплекта оборудования, предназначенного для Ленинградской АЭС-2 (ЛАЭС-2).
-
С производственной площадки завода "ЗиО-Подольск" (входит в машиностроительный дивизион Росатома – Атомэнергомаш) отправлен в адрес Нововоронежской АЭС-2 второй из четырех парогенераторов ПГВ-1000МКП с увеличенным диаметром корпуса для оснащения второго энергоблока станции, строящегося по проекту "АЭС-2006".
- ПГВ_2
Разработчики рабочей конструкторской документации – ОКБ "Гидропресс" и ИК "ЗИОМАР".
Корпуса для парогенераторов НВАЭС-2 были изготовлены на другом предприятии машиностроительного дивизиона Росатома - ОАО "Петрозаводскмаш" (входит в состав ЗАО "АЭМ-Технологии").
-
ОАО «Петрозаводскмаш», производственная площадка ЗАО «АЭМ-технологии» (входит в машиностроительный дивизион Росатома – Атомэнергомаш), изготовило защиту тепловую и биологическую зоны патрубков реактора для блока №1 ЛАЭС-2.
Для предприятия это первое изделие такого рода.
-
(производственная площадка ЗАО "АЭМ-технологии", входит в машиностроительный дивизион Росатома - ) изготовил стойку станка для белорусской станкостроительной компании "МЗОР".
Стойка предназначена для нового горизонтально-расточного станка, который минские станкостроители планируют запустить в серийное производство. Стойка была изготовлена на площадях Литейного завода Петрозаводскмаша.
Это восьмая по счету отливка, которую изготовили петрозаводские литейщики по контракту на поставку станочного литья, заключённому с минской компанией "МЗОР" в 2010 году. От предыдущих заказов данное изделие отличается большими габаритами: 5 м в высоту, 4 м в длину и около 3 м в ширину, вес 25 тонн, – и сложной конфигурацией. Ответственную работу успешно выполнили опытные формовщики и стерженщики, которые точно собрали форму для заливки и с помощью специальных стержней обеспечили создание заложенных в конструкции стойки отверстий, отмечается в материалах компании.