
Тихвинские цистерны: где, как и кто их строит. Репортаж с предприятия «ТихвинХимМаш»
-

- © zen.yandex.ru

«ТихвинХимМаш» специализируется на выпуске вагонов-цистерн нового поколения для перевозки самых разнообразных грузов (серной кислоты, метанола, аммиака, каустика и др.). Продукция завода не имеет аналогов на российском рынке.
Этот рассказ о том, как делаются цистерны. Мы пройдем весь технологический цикл от сборки рамы вагона до нанесения на него трафаретов.
Итак, вагон-цистерна. Его основной несущей конструкцией является рама. Она устанавливается на тележки, на нее крепятся тормозное, сцепное оборудование и котел. Котел цистерны представляет собой цилиндрическую емкость, с двух сторон закрытую эллиптическими днищами. Цилиндрическая часть цистерны собирается из нескольких обечаек (стальных колец).
Изготовление обечайки начинается с подготовки листа нужной длины (которая равна длине окружности котла). Затем этот лист подвергается вальцовке, благодаря чему он сворачивается в кольцо. А потом выполняется соединительная сварка. Ее назначение — зафиксировать шов, замыкающий обечайку, для последующего формирования основного сварного шва. Но перед окончательной сваркой к обоим концам соединительного шва привариваются специальные технологические пластины — выводные планки. Они не дают соединительному шву разойтись во время формирования основного сварного шва.
После того, как сварка обечайки завершена, ей придают правильную форму. Ее снова вальцуют. Благодаря этому изгиб обечайки выравнивается по всей ее окружности.
-

- Обечайка подвергается вальцовке для придания ей круглой формы
- © avatars.mds.yandex.net

Обечайка подвергается вальцовке для придания ей круглой формы
Затем срезаются выводные планки, выполняется обработка сварного шва и выполняется калибровка обечайки: она пропускается через специальную оснастку, которая по всей длине выправляет ее форму, выравнивая диаметр и делая обечайку идеально круглой.
-

- С обечайки срезаются выводные планки
- © avatars.mds.yandex.net

С обечайки срезаются выводные планки
-

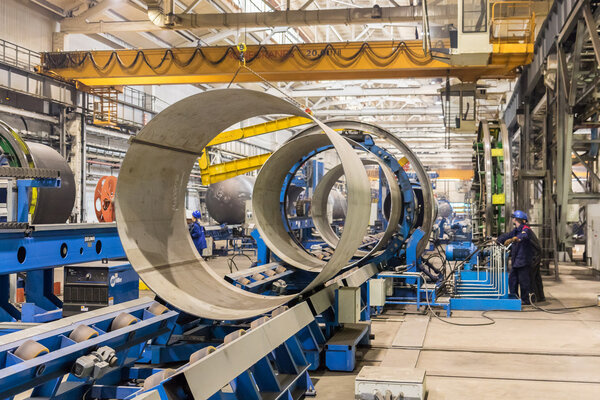
- Линия сборки котлов Deuma. Здесь происходит автоматическая сварка внутренних и внешних швов обечаек и сварка их между собой. Обечайки по конвейеру идут вперед от одного сварочного кольца к другому. Сварка автоматическая, под флюсом, процесс фиксируется на камеру. Сварщик наблюдает за процессом на мониторе
- © avatars.mds.yandex.net

Линия сборки котлов Deuma. Здесь происходит автоматическая сварка внутренних и внешних швов обечаек и сварка их между собой. Обечайки по конвейеру идут вперед от одного сварочного кольца к другому. Сварка автоматическая, под флюсом, процесс фиксируется на камеру. Сварщик наблюдает за процессом на мониторе
-
- Калибровка обечайки
- © avatars.mds.yandex.net

Калибровка обечайки
-
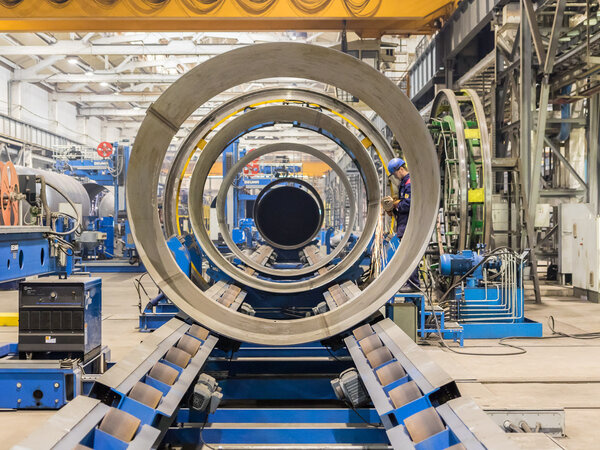
- Обечайная перспектива. К самой дальней обечайке уже приварено днище
- © avatars.mds.yandex.net
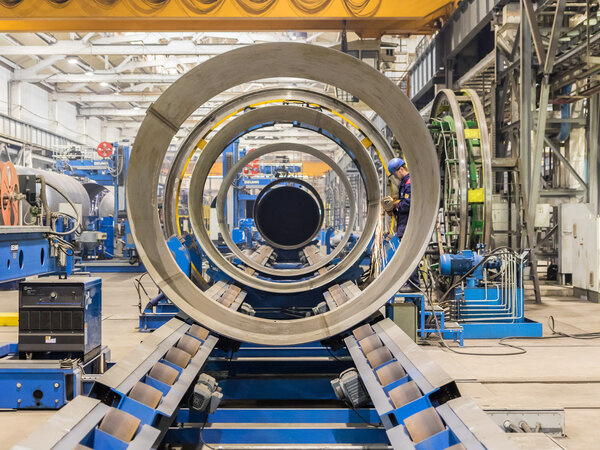
Обечайная перспектива. К самой дальней обечайке уже приварено днище
Пока на одном участке цеха собирают обечайки (а их для одного котла нужно четыре штуки), на другом производят днища котла. Происходит это следующим образом.
Сперва из стального листа толщиной 11 мм вырезают круглую заготовку. Поскольку днище котла должно иметь эллиптическую форму, ее нужно соответствующим образом изогнуть. Достигается это прессованием заготовки.
Но добиться нужного изгиба с первого прохода нельзя, поэтому на заводе для выпрессовывания днищ используются три специальных пресса: первый формирует начальный изгиб, второй его увеличивает, а третий завершает прессование и выдает днище, которое после выравнивания кромки пойдет на сборку котла.
Кстати, на производство одного днища уходит порядка трех часов.
-

- Заготовка днища размещается на пресс, который начнет ее выгибать
- © avatars.mds.yandex.net

Заготовка днища размещается на пресс, который начнет ее выгибать
-

- Для прессования днища используется последовательно три пресса, каждый из которых увеличивает изгиб заготовки, формируя днище будущего котла
- © avatars.mds.yandex.net

Для прессования днища используется последовательно три пресса, каждый из которых увеличивает изгиб заготовки, формируя днище будущего котла
Готовое днище отправляется на участок сборки котлов. Там их уже ждут обечайки. Начинается сборка котла. Сперва к первой обечайке приваривается днище, а затем — вторая обечайка. Получается первая половина котла. Затем на этом же конвейере собирается вторая половина котла.
-

- Днища ожидают своей очереди на участке сборки котлов
- © avatars.mds.yandex.net

Днища ожидают своей очереди на участке сборки котлов
-

- Сварочный пост, на котором к обечайкам приваривают днище и соединяют их между собой
- © avatars.mds.yandex.net

Сварочный пост, на котором к обечайкам приваривают днище и соединяют их между собой
Затем, когда две половинки котла готовы, они перемещаются по конвейеру на следующий сварочный пост. Здесь их соединяют между собой. Для некоторых котлов это делают под небольшим углом, благодаря которому жидкие грузы смогут из них полностью выливаться.
-

- Две половинки котла сваривают между собой и получается котел
- © avatars.mds.yandex.net

Две половинки котла сваривают между собой и получается котел
Но это еще не все. После того, как котел собран, на него устанавливают сопутствующую арматуру. На этом производство котла завершается и начинается сборка вагона.
-
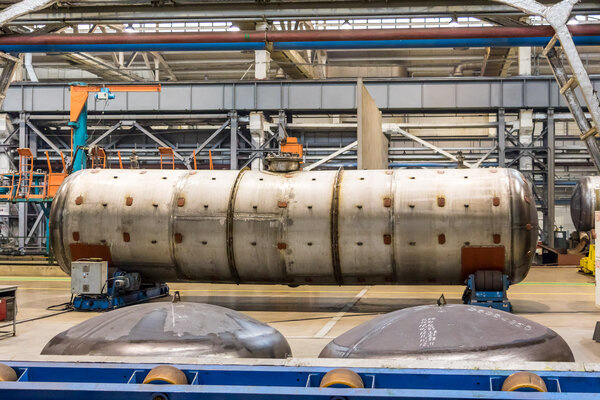
- Вот так выглядит котел вагона-цистерны для перевозки расплавленной серы
- © avatars.mds.yandex.net

Вот так выглядит котел вагона-цистерны для перевозки расплавленной серы
Как мы уже знаем, основой вагона является рама. Как и у любого другого вагона, главным элементом рамы цистерны является хребтовая балка. Она, как позвоночник вагона, располагается вдоль его продольной оси и принимает на себя основную нагрузку.
Для того, чтобы установить вагон на тележки и обеспечить его устойчивость, к хребтовой балке крепят две шкворневые. На их нижней плоскости установлены пятник и скользуны. Пятник — это опора на оси поворота тележки, а скользуны представляют собой боковые опоры, которые не позволяют вагону опрокинуться при кренах на поворотах. Для монтажа сцепного оборудования устанавливаются торцевые балки.
В собранном виде рама вагона-цистерны по силуэту напоминает гантелю (или бабочку, все зависит от фантазии). Судите сами:
-

- Собранные рамы вагонов-цистерн: правая в стадии покраски, левая ожидает покраску
- © avatars.mds.yandex.net

Собранные рамы вагонов-цистерн: правая в стадии покраски, левая ожидает покраску
Итак, сборка рамы начинается с хребтовой балки. Чтобы ее изготовить, берут два Z-образных профиля и на специальном стенде скрепляют их между собой. В консольных частях получающейся балки монтируют ударные розетки. В последующем в них будут установлены автосцепки. Затем собранная конструкция передается на сварочный пост. Там выполняют сварку хребтовой балки, но не полностью, а в местах соединения деталей — своего рода установочная сварка.
-

- Участок сборки хребтовой балки. На этом стенде детали балки соединяют между собой для последующей сварки. На переднем плане - Z-образные профили, из которых тоже будут собраны балки
- © avatars.mds.yandex.net

Участок сборки хребтовой балки. На этом стенде детали балки соединяют между собой для последующей сварки. На переднем плане — Z-образные профили, из которых тоже будут собраны балки
-

- Сварочный пост. Здесь выполняется сварка собранной хребтовой балки
- © avatars.mds.yandex.net

Сварочный пост. Здесь выполняется сварка собранной хребтовой балки
После того, как детали балки соединены между собой сваркой, выполняется их заклепочное соединение. Сперва станок с программным управлением выполняет сверление мест для заклепок, затем устанавливаются заклепки.
-

- Сверлильный станок с программным управлением выполняет сверление хребтовой балки в местах установки заклепок
- © avatars.mds.yandex.net

Сверлильный станок с программным управлением выполняет сверление хребтовой балки в местах установки заклепок
Как вы помните, котел вагона имеет небольшой изгиб для того, чтобы то, что в нем перевозится, выливалось без остатка. Поэтому хребтовая балка тоже должна иметь соответствующий изгиб, который позволит котлу лечь на нее плотно. Это позволяет избежать дополнительных механических нагрузок и увеличить срок службы котла.
Вот теперь балка готова к финальной, соединительной сварке.
-

- Пост соединительной сварки хребтовой балки. Перед сваркой выполняется очистка мест соединения от грязи и стружек, которые могли туда попасть
- © avatars.mds.yandex.net

Пост соединительной сварки хребтовой балки. Перед сваркой выполняется очистка мест соединения от грязи и стружек, которые могли туда попасть
Теперь, когда хребтовая балка готова, самое время начинать сборку рамы.
Она выполняется на специальном стенде, который позволяет разместить хребтовую, поперечные балки и боковые обвязки. Все эти детали устанавливаются на свои места, фиксируются, а затем соединяются друг с другом сваркой.
После того, как каркас рамы собран, она подготавливается к монтажу сцепного и тормозного оборудования: сверлятся монтажные отверстия, устанавливаются дополнительные детали.
-

- Стенд сборки рамы. Все детали установлены на нужные места и закреплены. Сейчас начнется сборка
- © avatars.mds.yandex.net

Стенд сборки рамы. Все детали установлены на нужные места и закреплены. Сейчас начнется сборка
-

- Монтаж дополнительных элементов рамы - скользунов, пятников, кронштейнов для монтажа тормозного оборудования
- © avatars.mds.yandex.net

Монтаж дополнительных элементов рамы — скользунов, пятников, кронштейнов для монтажа тормозного оборудования
-

- Сверлильные станки. Здесь в раме сверлят необходимые монтажные отверстия
- © avatars.mds.yandex.net

Сверлильные станки. Здесь в раме сверлят необходимые монтажные отверстия
Итак, рама готова к установке тормозного оборудования. На свои места монтируются и соединяются между собой тормозная магистраль, воздушные резервуары, тормозной цилиндр, тяги.
-

- Установка тормозного оборудования на раму вагона-цистерны
- © avatars.mds.yandex.net

Установка тормозного оборудования на раму вагона-цистерны
-

- Наряду со сварщиком и оператором станка с ПУ слесарь механосборочных работ - одна из наиболее востребованных специальностей на тихвинских вагоностроительных предприятиях
- © avatars.mds.yandex.net

Наряду со сварщиком и оператором станка с ПУ слесарь механосборочных работ — одна из наиболее востребованных специальностей на тихвинских вагоностроительных предприятиях
Все, рама собрана и на нее установлено тормозное оборудование. Пора завершать сборку вагона. В дело вступают мостовые краны.
Сборка вагона начинается с того, что рама устанавливается на тележки. Затем на нее устанавливается котел. Он жестко закрепляется в средней части болтами к хребтовой балке (для этого к котлу и хребтовой балке привариваются специальные «лапы»). Такое крепление исключает горизонтальное смещение котла. А концевые части котла свободно ложатся на опоры, приваренные к шкворневым балкам. Чтобы исключить вертикальные и поперечные смещения котла, он притягивается к раме хомутами. Они прикрепляются к опорам, на которых лежит котел.
-

- Царство мостовых кранов. Сюда они приносят тележки, рамы, котлы и водружают их друг на друга. В левой части кадра - тележки ожидают своей очереди, справа - котел установлен на раму и закреплен
- © avatars.mds.yandex.net

Царство мостовых кранов. Сюда они приносят тележки, рамы, котлы и водружают их друг на друга. В левой части кадра — тележки ожидают своей очереди, справа — котел установлен на раму и закреплен
Теперь, когда котел закреплен, на него, если это предусмотрено конструкцией, устанавливается термоизоляция. Сперва к нему привариваются обручи. Они выполняют две функции: с одной стороны, не дают термоизоляции сбиваться и сваливаться, с другой — служат каркасом для декоративной обшивки. Если при перевозке груза необходимо обеспечивать его подогрев (например, расплавленная сера), то под термоизоляцию устанавливаются электрические обогреватели.
По завершении термоизоляции котла на вагон устанавливаются декоративная обшивка, трапы и помосты.
-

- Участок монтажа термоизоляции. В правом углу кадра - обручи, которые будут удерживать термоизоляцию и декоративную обшивку вагона. Сейчас они будут монтироваться на котел ближнего вагона. На следующем вагоне их монтаж уже почти завершен
- © avatars.mds.yandex.net

Участок монтажа термоизоляции. В правом углу кадра — обручи, которые будут удерживать термоизоляцию и декоративную обшивку вагона. Сейчас они будут монтироваться на котел ближнего вагона. На следующем вагоне их монтаж уже почти завершен
-

- На котле укрепляется термоизоляция. А справа виднеется вагон, на который уже смонтирована декоративная обшивка
- © avatars.mds.yandex.net

На котле укрепляется термоизоляция. А справа виднеется вагон, на который уже смонтирована декоративная обшивка
Последний этап — покраска вагона. Его кузов сперва обезжиривается, затем грунтуется. После того, как грунт высохнет, поверх него нанесут красочное покрытие и трафареты.
-

- Нанесение трафаретов на цистерну для перевозки аммиака
- © avatars.mds.yandex.net

Нанесение трафаретов на цистерну для перевозки аммиака
-

- Вот такие красивые вагоны получаются на выходе сборочного цеха “ТихвинХимМаша”
- © avatars.mds.yandex.net

Вот такие красивые вагоны получаются на выходе сборочного цеха «ТихвинХимМаша»
На этом производственная линия «ТихвинХимМаша» завершается. Готовые цистерны выводятся на заводские пути, откуда отправляются к своим покупателям.
-

- © zen.yandex.ru

Кстати, а вы знали, что на «Сделано у нас» статьи публикуют посетители, такие же как и вы? И никакой премодерации, согласований и разрешений! Любой может добавить новость. А лучшие попадут в наш Телеграм @sdelanounas_ru. Подробнее о том как работает наш сайт здесь👈
Поделись позитивом в своих соцсетях
Комментарии 0