
-

- © 3dnews.ru

В Саранске находится единственный в России завод по выпуску оптоволокна — основы всех нынешних телекоммуникаций, без которой трудно было бы представить современный мир. Мы расскажем об истории завода, технологии производства волокна и преформ. И чуть-чуть об экономике — куда без неё.
Поводом для экскурсии по заводу стал выпуск четырёхмиллионного километра оптического волокна. Ускорение производства произошло благодаря обновлению оборудования, средства на которое были получены в том числе от Фонда развития промышленности (ФРП), организовавшего это мероприятие.
История завода
Попытки организовать массовое производство оптоволокна на территории страны предпринимались неоднократно: на рубеже веков дошло даже до закупок оборудования, но дальше дело не двинулось. Саранский завод тоже не сразу строился. Компания «Оптиковолоконные системы» была основана в 2008 году, ещё несколько лет ушло на переговоры относительно инвестиций с Газпромбанком, Роснано и Республикой Мордовия. В 2011 году был подписан договор с финской Nextrom (когда-то бывшей частью Nokia) о поставках оборудования, но только через два года началось строительство завода, который заработал в 2015 году. А первая продукция попала на рынок только в 2016 году. Впоследствии ФРП выдало предприятию заём на модернизацию производства — обновлённые линии как раз и были продемонстрированы в ходе экскурсии.
-

- © 3dnews.ru

Сейчас на заводе работают около 130 человек. Практически все они местные, за исключением некоторых руководителей. В основном на работу берут выпускников локальных университетов, обучавшихся по техническим специальностям в области физики и химии, — и потом их ещё два месяца доучивают. У многих из них научными руководителями были сотрудники НЦВО РАН и ИХВВ РАН. Впрочем, так было не всегда. Первый состав местных специалистов нужной квалификации пришлось искать с трудом, так как мало кто из них работал по специальности: кто-то занимался починкой компьютеров, кто-то продавал мобильные телефоны в одном из известных салонов связи.
-

- © 3dnews.ru

Как бы то ни было, производство работает. Сейчас оно состоит из двух частей: собственно вытяжки волокна и небольшого цеха по изготовлению преформ.
Изготовление преформ
На преформу или, говоря по-русски, заготовку, приходится более половины себестоимости продукции. Именно от неё во многом зависят качество и характеристики будущего оптоволокна. Сейчас заготовки закупаются у японской компании Sumitomo Electric — на данном этапе это экономически выгодно. Переход на полный цикл производства с собственным изготовлением преформ имеет смысл только при отгрузке более 10 млн км волокна ежегодно, тогда как сейчас спрос в России и Белоруссии (они рассматриваются как единый рынок) составляет только 9 млн км в год. Впрочем, про экономику мы ещё поговорим. Сейчас собственное опытное производство заготовок на заводе тоже имеется. Оно нужно для отработки технологического процесса и для изготовления преформ под особые нужды некоторых заказчиков.
-

- © 3dnews.ru

Сама преформа — это большой массивный цилиндр из кварцевого стекла. Конусообразный на одном конце и с тонкой «ручкой» на другом. Заготовка состоит из чистого — примесей не более одной частицы на миллиард — кварца с небольшим легированием германием в сердцевине. Это не единственный материал для создания оптоволокна, но самый распространённый. Конкретных способов изготовления тоже несколько. Это, например, спекание кварцевой крупки внутри полой стеклянной тубы или же парофазное осаждение. В последнем случае газовая смесь из тетрахлоридов кремния и германия вкупе с кислородом нагревается, реагирует и осаждается в виде оксидов на небольшую заготовку или на стенки полой трубы. На последнем этапе преформа спекается.
-

- © 3dnews.ru
-
- © 3dnews.ru
Тетрахлориды нужной чистоты производятся в Дзержинске и Нижнем Новгороде, но пока в малых объёмах. Для маленьких преформ под спецзаказы на волокна с особыми характеристиками хватает. Другие газы, используемые в производстве — аргон, гелий, азот, углекислый, дейтерий, — закупаются в России. Защитное покрытие заказывается в Голландии, но пробуют и продукцию отечественных заводов. Вся прочая мелочёвка переведена на местное производство. Также на заводе есть опытный участок изготовления тестовых преформ для многомодового оптоволокна методом FCVD.
-

- © 3dnews.ru

-

- © 3dnews.ru

Под все эти задачи есть отдельная небольшая линия производства, седьмая по счёту. Остальные шесть линий работают с обычными покупными заготовками. На заводе после модернизации используются типовые преформы диаметром 150 мм (возможна модернизация до Ø230 мм) и длиной чуть больше полутора метров, которые позволяют получить около 2000 км волокна. Ранее использовался стандарт 115 мм на 1000 км волокна.
-

- © 3dnews.ru

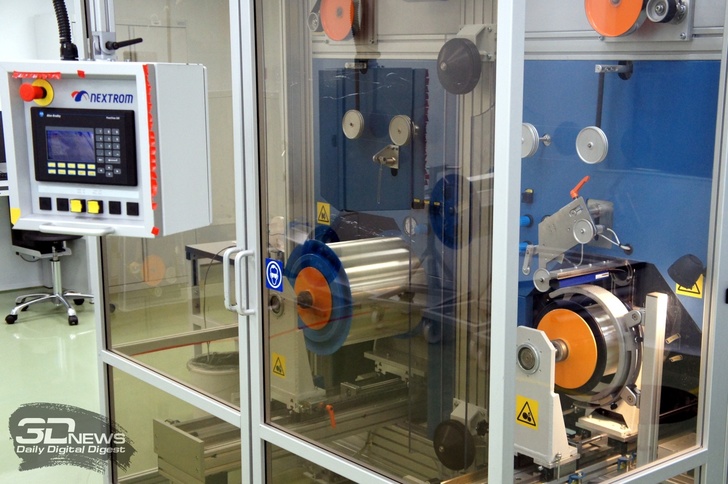
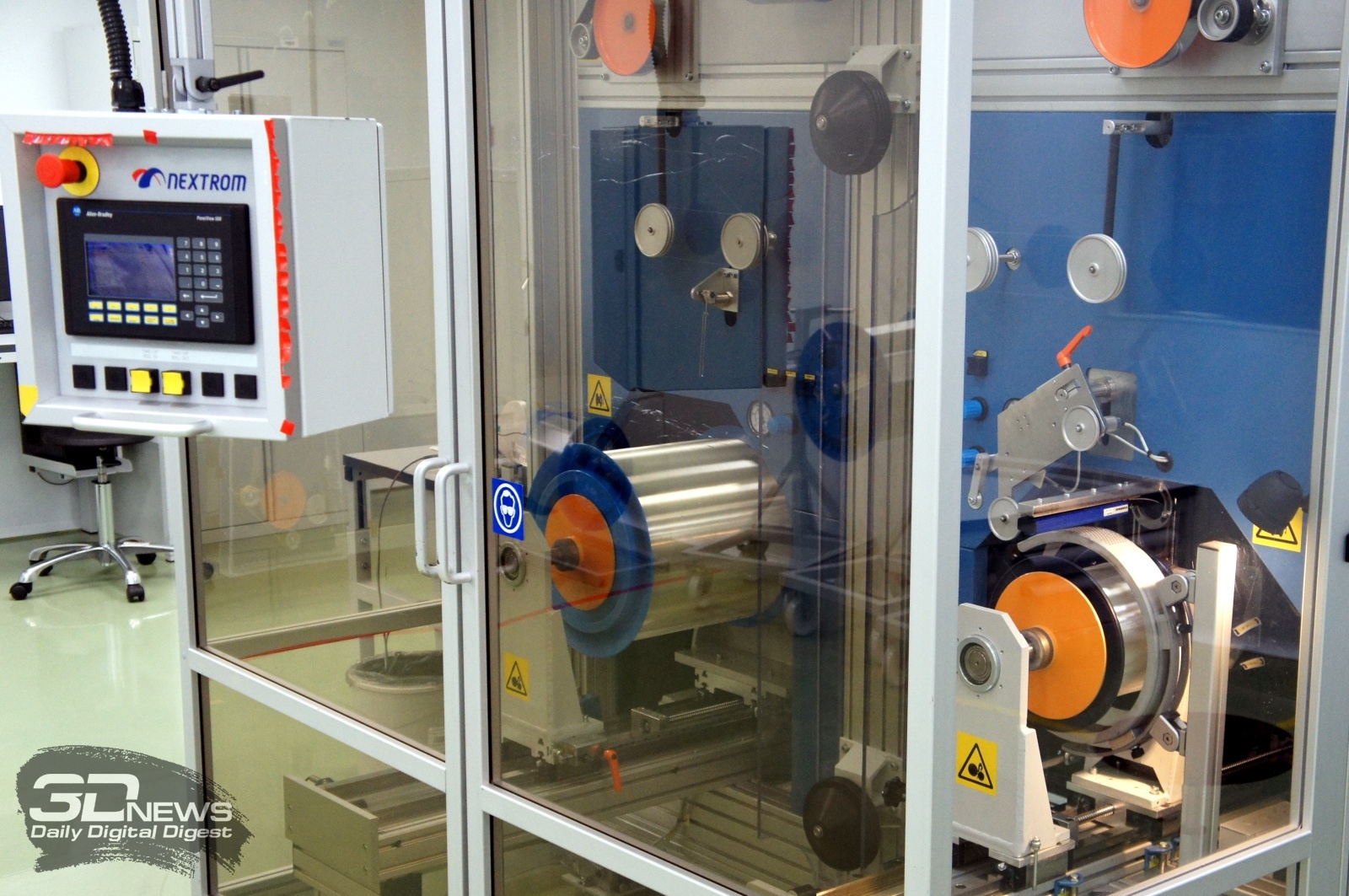
Производство оптоволокна
Если описывать процесс производства совсем уж упрощённо, то он сводится к плавлению заготовки и вытягиванию из неё ниточки. Кажется, что всё довольно просто, но на практике есть масса нюансов.
-

- © 3dnews.ru
-

- © 3dnews.ru

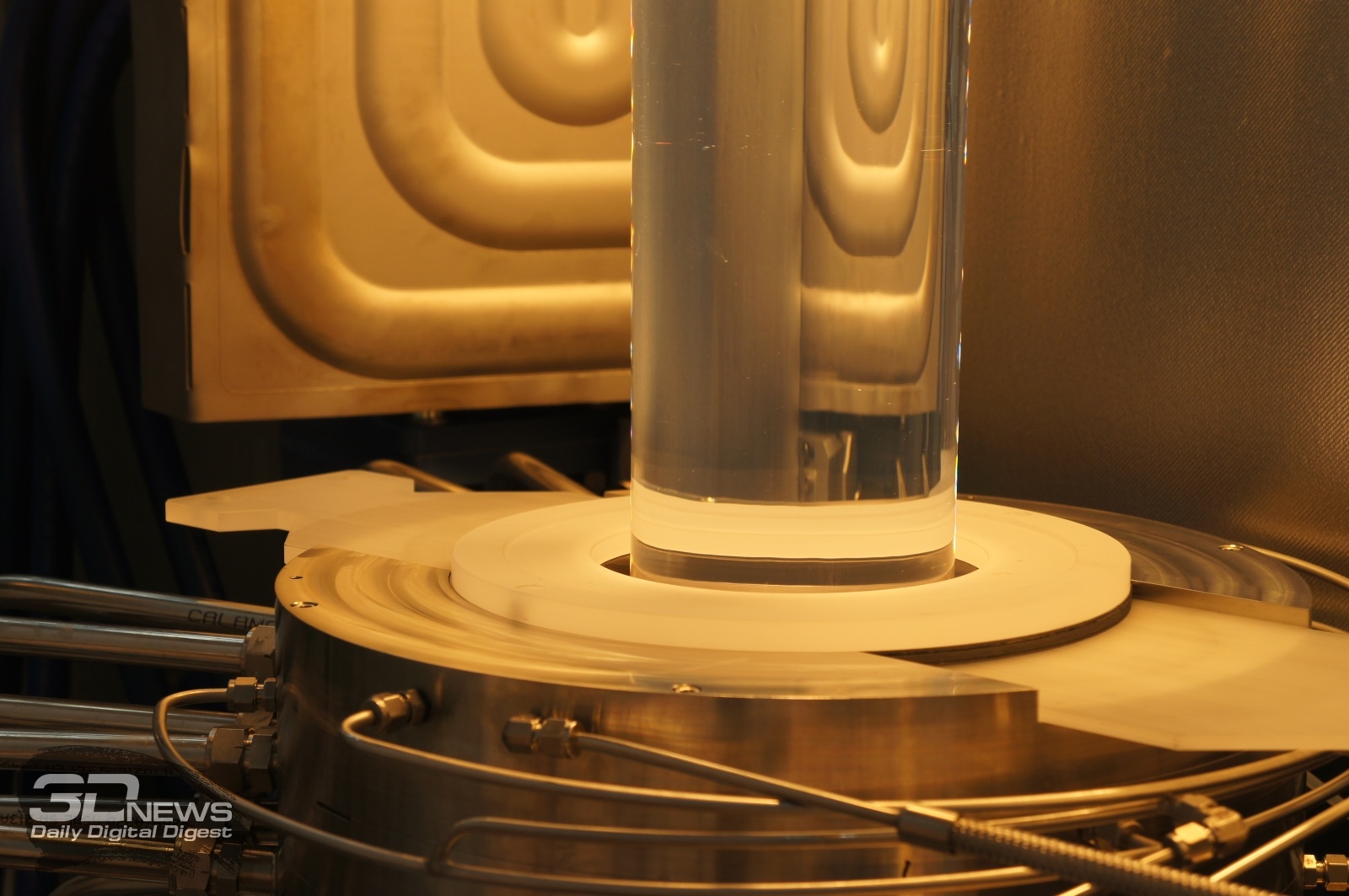
Каждая производственная линия вытянута по вертикали и занимает восемь этажей. На последнем этаже находятся печи. В них и помещается преформа, которая подвешивается за «ручку» и аккуратно центруется, а в процессе её положение дополнительно корректируется. По мере расхода материала заготовка постепенно опускается всё глубже и глубже в печь, хотя заметить это невооружённым глазом затруднительно, так как скорость погружения на полной мощности составляет около одного миллиметра в минуту.
-

- © 3dnews.ru

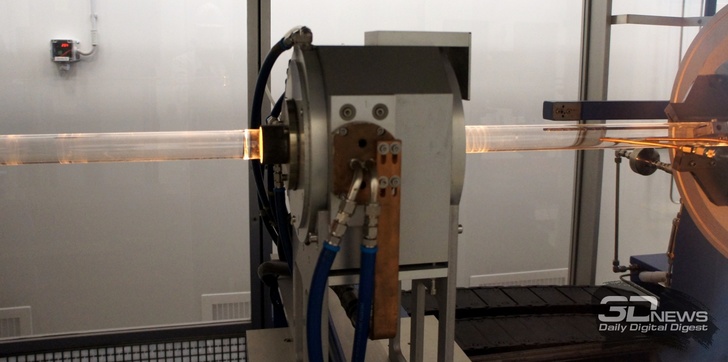
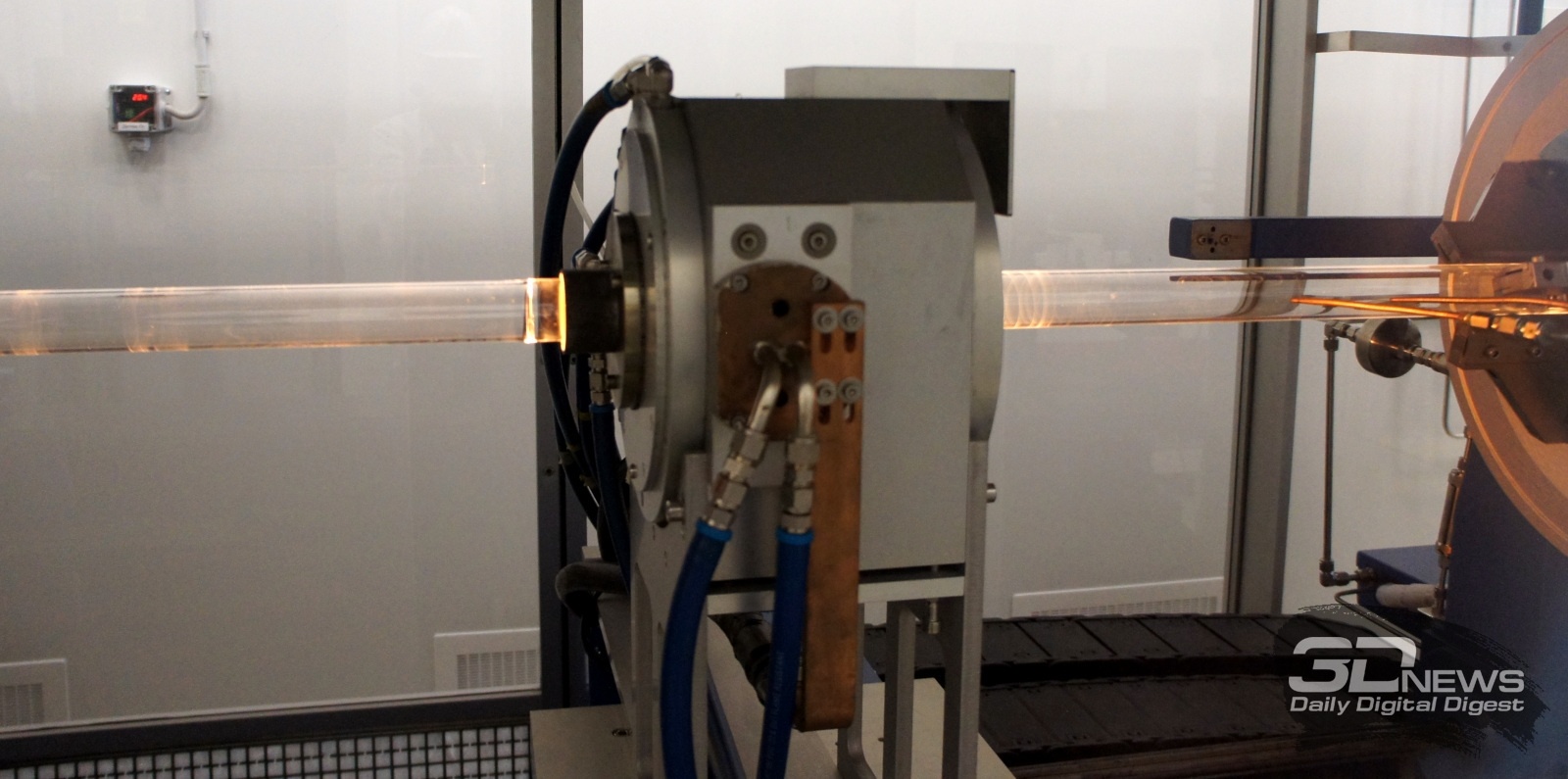
Внутри печи находятся графитовые элементы, повторяющие форму заготовки. Они нагреваются от высокочастотного индуктора и передают тепло преформе в нужных местах, а она, в свою очередь, постепенно плавится. Температура держится около 2000 °C, и лишь во время смены преформы «на горячую» — то есть без полного цикла охлаждения и последующего разогрева длительностью несколько часов — опускается примерно до 1200 °C. Под внешней обшивкой печи проходят трубы охлаждения, по которым постоянно циркулирует вода. Однако находиться около работающей установки даже на расстоянии пары метров уже не очень комфортно — от неё буквально пышет жаром.
-

- © 3dnews.ru
-

- © 3dnews.ru

Верхняя часть печи закрыта кварцевыми створками, а снизу из неё выходит стеклянная труба, которая заканчивается в дли-и-инном шкафу высотой в несколько этажей. Сделано это не просто так — до определённого момента весь рабочий материал находится в изолированной среде. Внутри печи циркулирует аргон, который защищает нагретый графит от контакта с кислородом воздуха. В самой башне воздух соответствует классу чистоты ИСО 7, а внутри вышеупомянутого шкафа классу ИСО 6.
-

- © 3dnews.ru

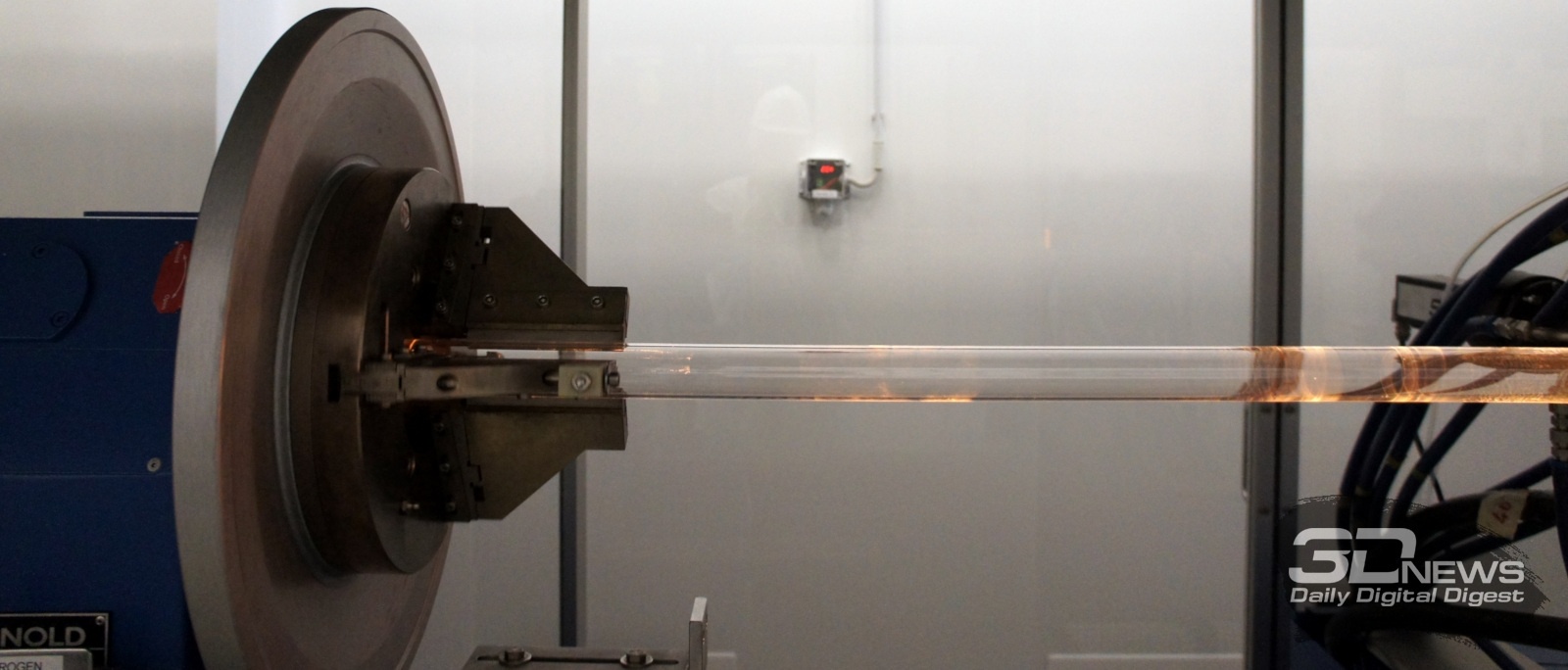
На первом этапе после начального разогрева заготовки формируется довольно крупная капля, которая отрезается на уровне 7-го этажа, а оставшийся кончик толщиной 3-4 мм уходит вниз и стягивается, постепенно утончаясь. Больше половины пути будущее волокно, по сути, равномерно остывает. Попутно несколько раз лазерными датчиками измеряется его положение в пространстве, уровень натяжения (по длине стоячей волны) и диаметр. На уровне третьего этажа его температура падает с почти 2000 °C до примерно 350 °C и оно попадает в трубу охлаждения. Труба омывается водой из чиллера, а внутри неё находится гелий, изолированный азотными затворами. На выходе из трубы температура волокна равна примерно 60 °C.
-

- © 3dnews.ru

-

- © 3dnews.ru
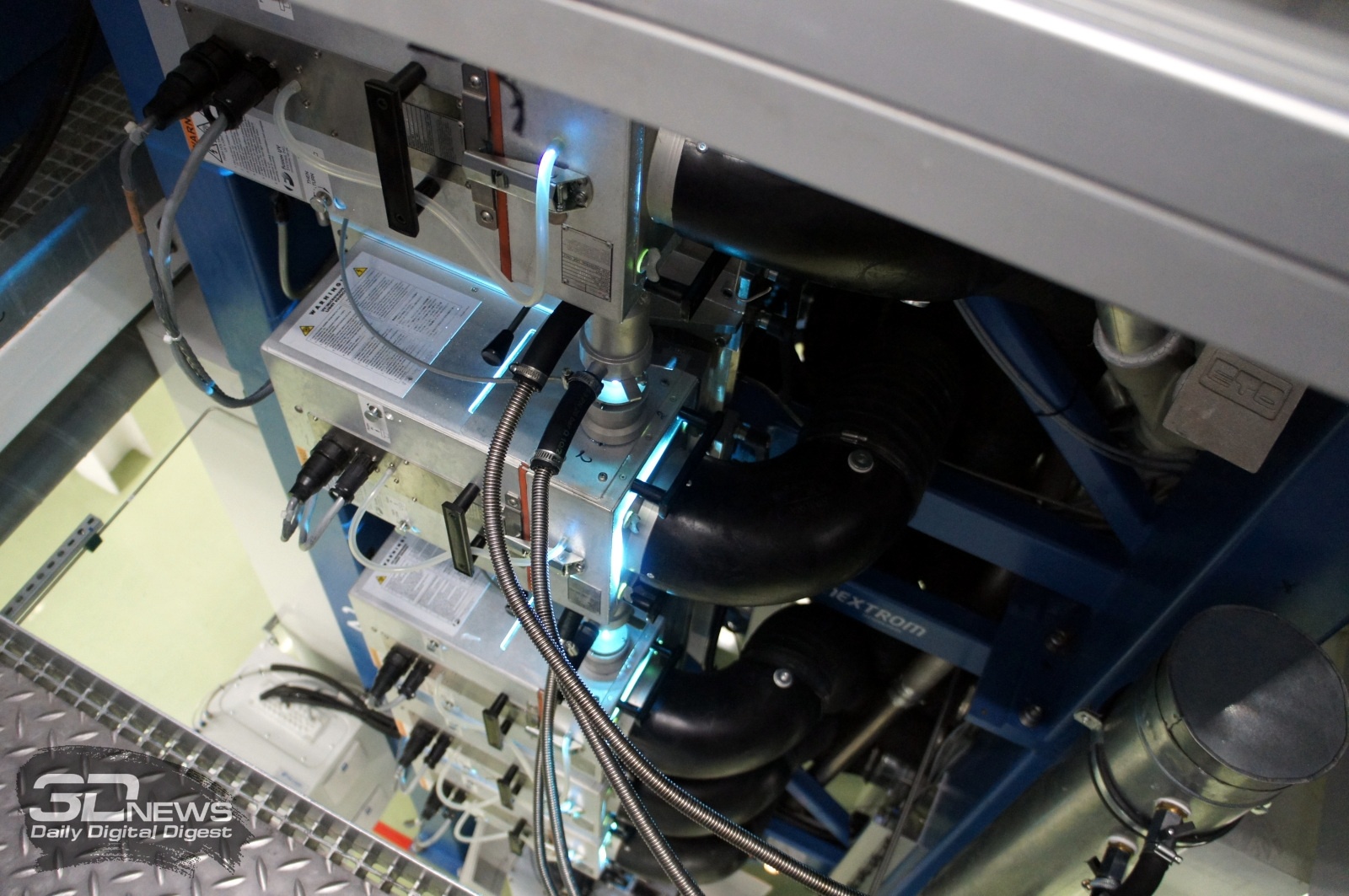
Последний этап — нанесение полимерного слоя. Волокно проходит через блок цилиндров с фильерами, куда подаётся акрилатное покрытие, предварительно очищенное и разогретое до температуры 55-57 °C: первичное, а сразу за ним и вторичное. Далее оно проходит в азотной среде мимо пяти УФ-ламп для полимеризации покрытия, которое в итоге значительно улучшает механические свойства оптоволокна. «Голое» волокно не получится согнуть с диаметром изгиба менее 10-15 сантиметров, а с покрытием его можно свернуть в колечко радиусом несколько миллиметров.
-
- © 3dnews.ru
-

- © 3dnews.ru

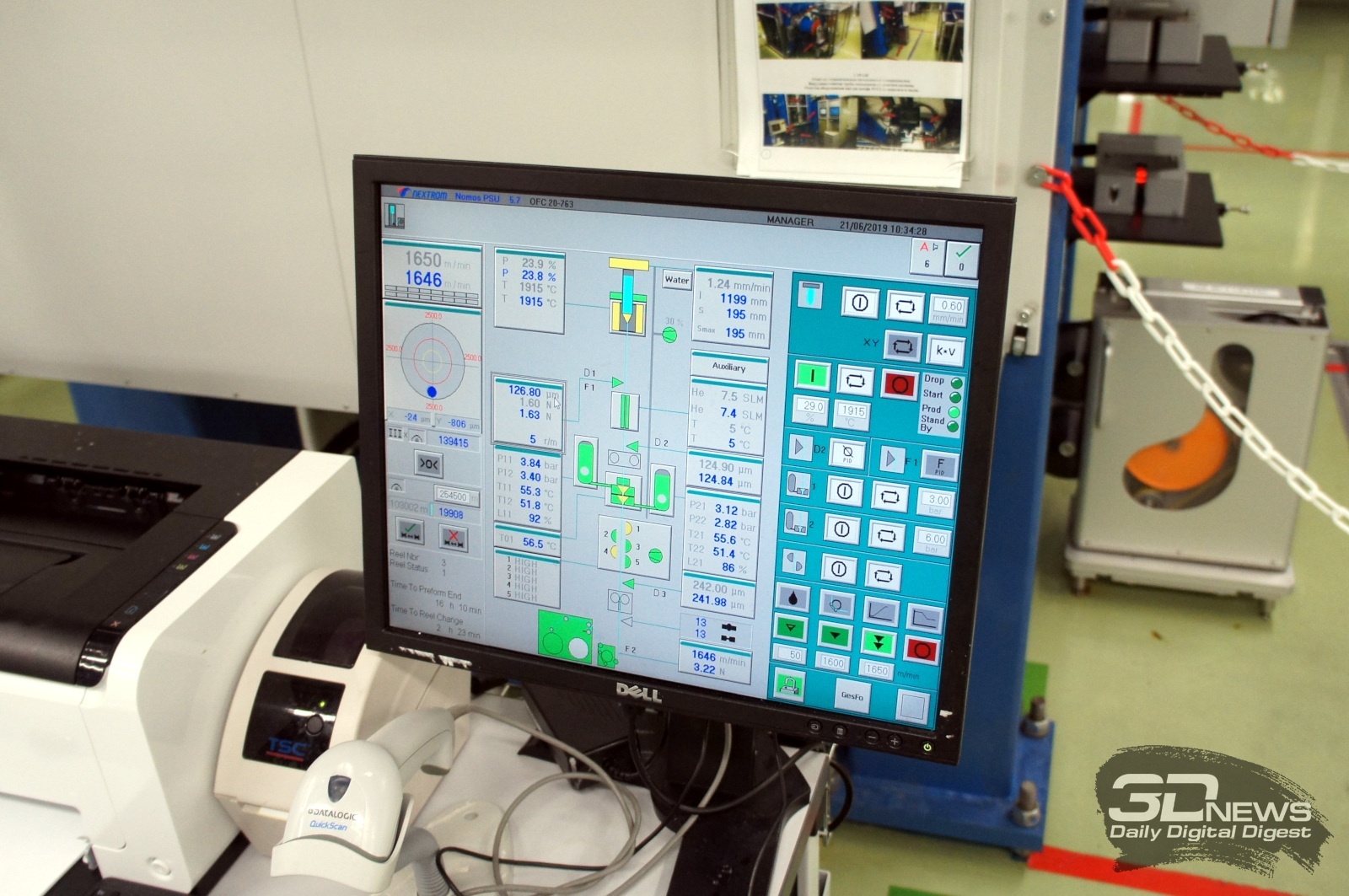
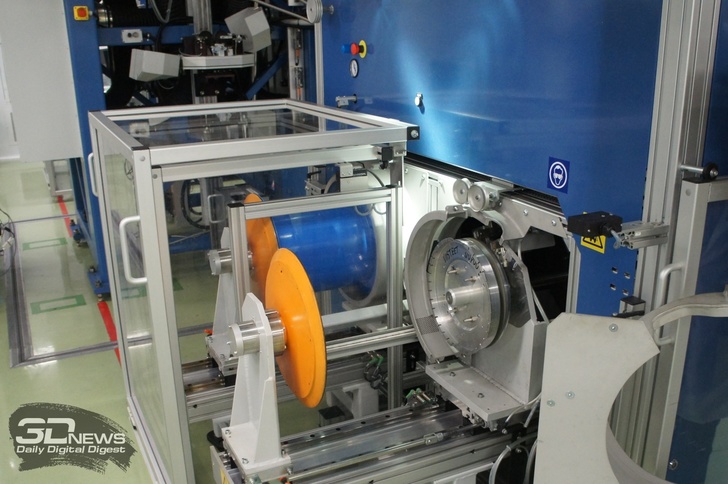
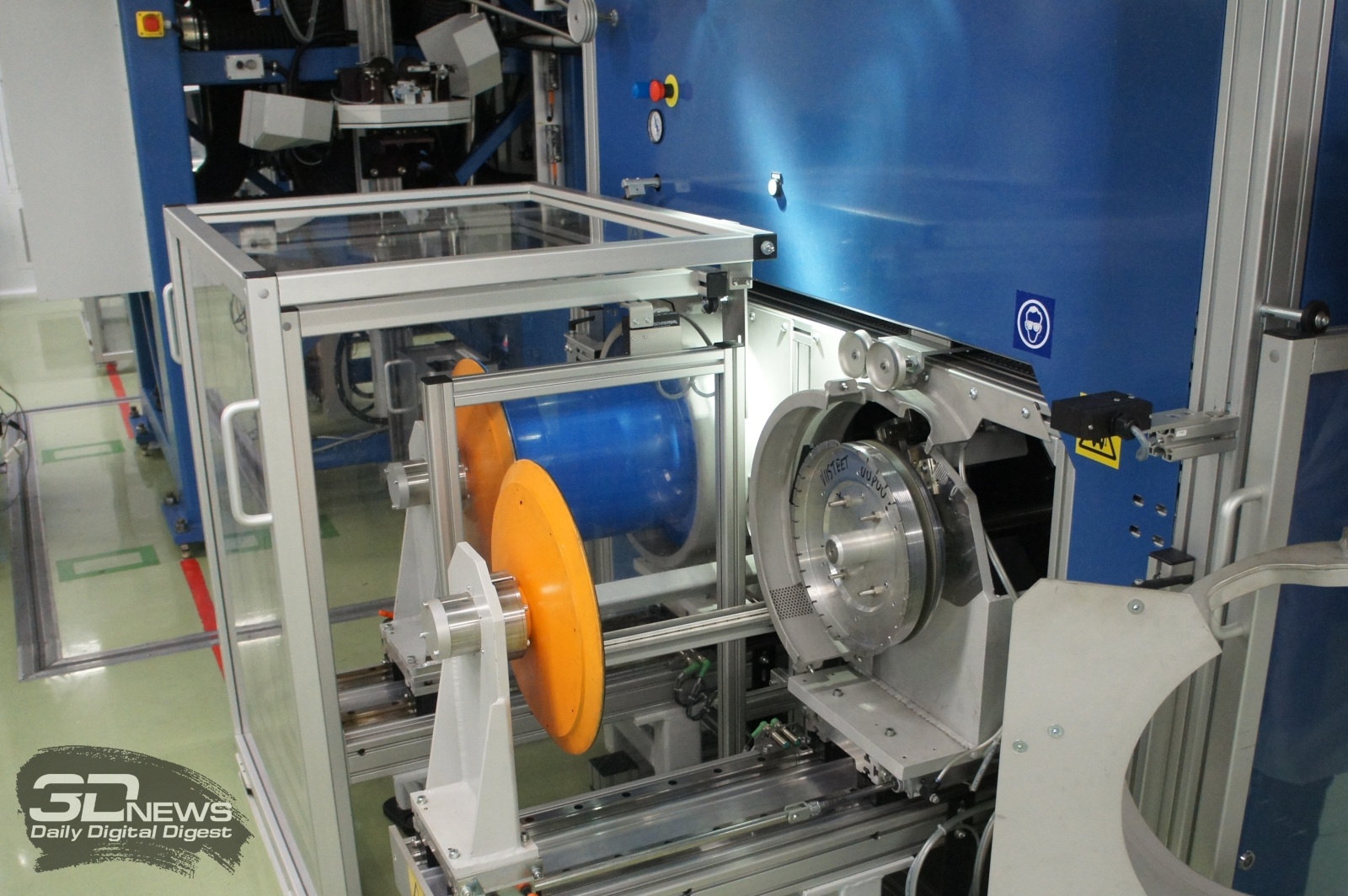
В конце концов уже на первом этаже волокно попадает в протяжный механизм, который автоматически регулирует натяжение для сохранения толщины и формы нити в соответствии с данными измерений вышестоящих лазерных датчиков. После этого оно наматывается на катушки, способные вместить до 250 км волокна. Рабочая скорость намотки составляет 1700-1800 метров в минуту. В тестовом режиме одна из линий работает на скорости 2100 м/мин. Её можно разогнать до 2500 м/мин. А вообще это не предел — на зарубежных заводах скорость приближаются к порогу в 3000 м/мин., но там и объёмы другие. Ускорение процесса зависит в первую очередь от эффективности охлаждения и числа УФ-ламп, а также приёмников волокна.
-
- © 3dnews.ru
-

- © 3dnews.ru

На этом путь оптоволокна вовсе не заканчивается. Впереди ещё перемотка с большой катушки на малые (обычно на них умещается 25-50 км волокна) с дополнительным натяжением и тестированием на дефекты порядка одного микрона. Далее идут тесты, связанные с оптическими и механическими параметрами продукции: длиной волокна в катушке; коэффициентом затухания; диаметром/некруглостью/концентричностью сердцевины, оболочки и обоих слоёв защитного покрытия; длиной волны отсечки; диаметром модового поля; хроматической дисперсией и так далее. Всего тестируется полтора десятка различных параметров.
-

- © 3dnews.ru

-

- © 3dnews.ru

Но и это ещё не всё! После всех тестов катушки с волокном на четверо суток отправляются принимать азотно-дейтериевые ванны. Дейтерий образует OD-группы, препятствуя появлению OH-групп. Так что волокно, проще говоря, не мутнеет со временем и сохраняет свои свойства на протяжении 25 лет — именно такую гарантию даёт завод на свою продукцию. Правда, производители кабелей, которые и закупают волокно, дают уже существенно меньший гарантийный срок на изделия — это могут быть и 5 лет.
-

- © 3dnews.ru

Продукция
Готовое одномодовое оптоволокно состоит из нескольких частей. В центре находится кварцевая сердцевина диаметром 8-10 мкм, именно она легирована германием. Вокруг неё — кварцевая же оболочка на 125 мкм. Всё это покрыто защитным слоем, так что итоговая толщина составляет 242 мкм. Опционально внешняя оболочка может быть окрашена в разные цвета: предлагается 8 вариантов, в том числе с рисунком. Окрашивание нужно лишь для удобства — при последующей сварке так гораздо проще отличить одно волокно от другого.
-

- © 3dnews.ru

Сейчас основная продукция завода — это волокна стандарта G.652D и его изгибостойкого варианта G.657A1. Помимо упомянутых выше многомодовых версий и вариантов специального назначения, есть и опытные образцы волокон толщиной 200 мкм (требования к ним те же, что и для 242-мкм). Они актуальны для европейских заказчиков — в Европе в канализации уже просто не хватает места, поэтому большее число волокон при том же сечении кабеля крайне важно.
-

- © 3dnews.ru

-

- ©

Кстати, а вы знали, что на «Сделано у нас» статьи публикуют посетители, такие же как и вы? И никакой премодерации, согласований и разрешений! Любой может добавить новость. А лучшие попадут в наш Телеграм @sdelanounas_ru. Подробнее о том как работает наш сайт здесь👈
Другие публикации по теме
- МТС совместно с Инфомаксимум реализуют проект по оцифровке и ... В МТС более 80 млн абонентов. Решение клиентских запросов происходит:
- Саранский производитель катанки «ЭМ-КАТ», входящий в групп...виде льготного займа по программе «Комплектующие изделия».
- Новый учебный корпус средней школы № 11 был открыт в райо...е ученики могут выпускать газету и работать над школьным телевидением.



Поделись позитивом в своих соцсетях
MusclePump12.07.19 21:16:22