
В Перми разработана эффективная технология упрочнения металлорежущего инструмента
-
- упрочнение металлорежущего инструмента
- © www.procion.ru
Авторы: Богданов В. В., Оборин И. А., Кинзибаев Д. М., Михайлов Д. А., Палавин В. В.
Пермская научно-исследовательская фирма ООО «Ионные технологии» разработала технологию упрочнения режущего инструмента методом низкотемпературного ионно-вакуумного азотирования. В настоящее время по разработанной технологии успешно упрочняется металлорежущий инструмент на казанском АО «Завод Элекон» и на АНПП «ТЕМП-АВИА» г. Арзамас. В статье представлены металлографические исследования образцов упрочненного инструмента. Статья будет интересна инженерно-техническим работникам, материаловедам, конструкторам и всем тем, чья работа связана с металлообработкой и упрочнением сталей.
Одной из задач развития современного машиностроения является повышение срока службы металлорежущих инструментов (сверла, метчики, развёртки и др.) При длительной эксплуатации режущих инструментов изнашивание их рабочей поверхности сопровождается снижением скорости резания, увеличением трения и перегревом, что в частности вызывает ухудшение качества изготовляемых изделий и, часто, приводит к браку. Поэтому режущие инструменты, прежде всего, должны быть износостойкими, прочными, обладать высокой теплостойкостью, низким коэффициентом трения поверхностной зоны.
В настоящее время отсутствуют универсальные инструментальные материалы, которые смогли бы обеспечить высокую работоспособность режущего инструмента при разнообразном характере условий его эксплуатации. Область применения современных инструментальных материалов определяется их физико-механическими свойствами — например, быстрорежущие стали характеризуются высокими прочностными свойствами, но имеют сравнительно невысокую твердость и теплостойкость, а режущая керамика, напротив, имеет высокие значения твердости и теплостойкости, но обладает низкими прочностными свойствами.
Так же, при сверлении и нарезании резьбы в малых глубоких отверстиях происходит налипание вязкого материала (алюминий, титан).
Комплексно улучшить эксплуатационные свойства режущего инструмента можно с помощью различных методов поверхностной химико-термической обработки (ХТО) металлов.
Ионное азотирование является наиболее эффективным методом ХТО, который обеспечивает улучшения комплекса свойств упрочняемой поверхности: твердость, износостойкость, противозадирные свойства, теплостойкость, коррозионную стойкость и усталостную прочность. При этом азотирование — это малодеформационный процесс,
В сравнении с существующими процессами ХТО (печное и каталитическое азотирование, жидкостное цианирование, цементация и др.) ионное азотирование имеет следующие преимущества:
- Ресурсосбережение за счет резкого сокращения электроэнергии в 4 — 6 раз и рабочих газов в 50 — 100 раз;
- Повышение производительности, снижение трудоемкости и себестоимости обработки в 3 — 4 раза;
- Экологическая чистота, безвредность и безотходность процессов;
- Универсальность, автоматизация и безынерционность оборудования.
В результате ионного азотирования режущих инструментов (фрез, сверл, метчиков, протяжек и пр.) улучшаются их режущие свойства, повышается износостойкость и производительность.
Азотированная поверхность инструмента, обладающая пониженным коэффициентом трения и улучшенными антифрикционными свойствами, обеспечивает более легкий отвод стружки, а также предотвращает ее налипание на режущие кромки и образование лунок износа, что дает возможность увеличить подачу и скорость резания.
С 2017 года АО «Завод Элекон» г. Казань, АНПП «ТЕМП-АВИА» г. Арзамас и научно-исследовательская фирма ООО «Ионные технологии» г. Пермь на постоянной основе проводят совместные работы по отработке и внедрению промышленной технологии ионно-вакуумного азотирования (ИВА) режущего и штампового инструмента.
Приводим результаты исследования по упрочнению режущего инструмента (результаты работ по упрочнению штампо-прессового инструмента будут представлены в следующей статье.)
|
|
|
| a | б | в |
|
|
|
| г | д | е |
|
|
|
| ж | з | и |





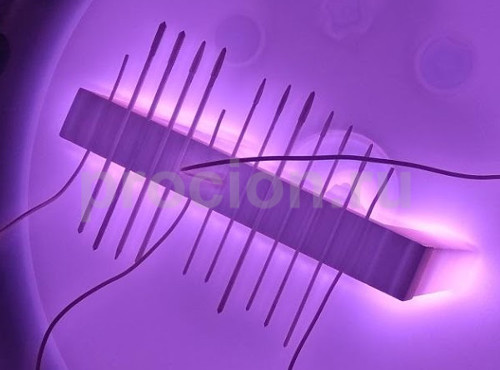

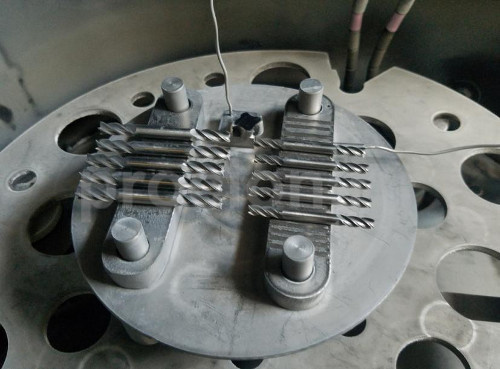

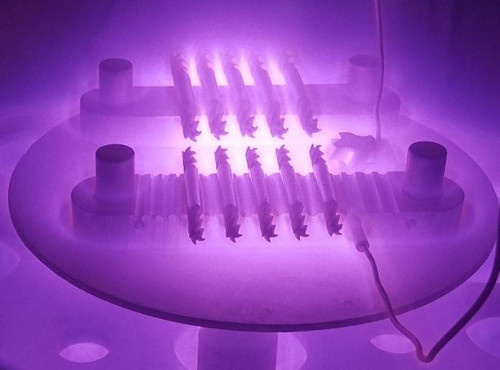
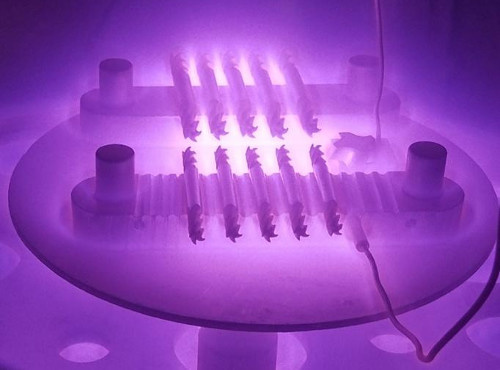
Рисунок 1. Упрочняемый режущий инструмент: а, б, в — до упрочнения; г, д, е — во время упрочнения; ж, з, и — после упрочнения
Инженерами ООО «Ионные технологии» были отработаны различные режимы ионно-плазменной обработки для инструмента выполненного из стали Р6М5. Результаты обработки контролировались металлографическими исследованиями. Анализ полученных данных позволил подобрать оптимальные режимы обработки, при которых происходит формирование качественного, равномерного азотированного слоя глубиной (hм = 10 — 80 мкм) и поверхностной твердости (≥ 900 HV). Азотирование проводили в среде азота и водорода при температуре 400 — 450 0С с изотермической выдержкой 15 — 30 мин на установке ИОН-25И производства фирмы «IONITECH». В таблице 1 приведены значения поверхностной микротвёрдости деталей из стали Р6М5 до и после режима ИВА.
Таблица 1. Поверхностная микротвёрдость металлорежущего инструмента до и после упрочнения
| Деталь | Марка стали | Твердость до упрочнения, кгс/мм2 | Твердость после режима ИВА, кгс/мм2 |
| Сверло Ø1,6 | Р6М5 | 700 — 750 | 950 — 1000 |
| Сверло Ø2,5 | Р6М5 | 700 — 750 | 1000 — 1050 |
| Сверло Ø3,3 | Р6М5 | 700 — 750 | 950 — 1050 |
| Фреза Ø6,0 | Р6М5 | 700 — 750 | 1000 — 1050 |
На рисунках 2 — 5 приведена микроструктура исследуемых деталей после режима ионно-вакуумного азотирования.
|
|
| увеличение в 50 раз | увеличение в 200 раз |


Рисунок 2. Микроструктура азотированного слоя детали «Сверло Ø1,6» на стали Р6М5. Глубина микроструктуры (hм): 15 — 20 мкм.
|
|
| увеличение в 50 раз | увеличение в 200 раз |


Рисунок 3. Микроструктура азотированного слоя детали «Сверло Ø2,5» на стали Р6М5. Глубина микроструктуры (hм): 40 — 45 мкм.
|
|
| увеличение в 50 раз | увеличение в 200 раз |


Рисунок 4. Микроструктура азотированного слоя детали «Сверло Ø3,3» на стали Р6М5. Глубина микроструктуры (hм): 35 — 40 мкм.
|
|
| увеличение в 50 раз | увеличение в 200 раз |

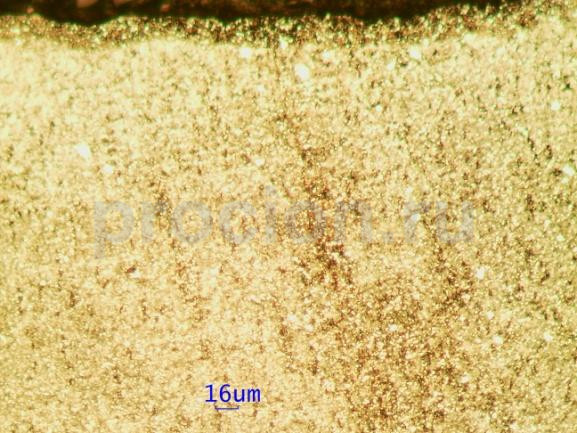
Рисунок 5. Микроструктура азотированного слоя детали «Сверло Ø6,0» на стали Р6М5. Глубина микроструктуры (hм): 35 — 40 мкм.
В таблице 2 приведены значения глубины азотированного слоя на деталях.
Таблица 2. Глубина азотированного слоя на деталях из стали Р6М5
| Сверло Ø1,6 | Сверло Ø2,5 | Сверло Ø3,3 | Фреза Ø6,0 | |
| Глубина слоя, мкм | 15-20 | 40-45 | 35-40 | 15-20 |
Проведенные работы по упрочнению режущего инструмента из стали Р6М5 методом низкотемпературного кратковременного ионно-вакуумного азотирования весьма успешны. Отмечается увеличение поверхностной твёрдости в 1,5 раза (950 — 1050 кгс/мм2) и износостойкости инструмента в несколько раз, а так же, что важно, снижение налипания вязкого материала при сверлении и нарезании резьбы, что подтверждено производственными испытаниями. В настоящий момент продолжаются расширенные эксплуатационные испытания инструмента, упрочненного методом ионно-вакуумного азотирования.
Для продолжения исследований руководством АНПП «ТЕМП-АВИА» г. Арзамас закуплено оборудование для ионно-вакуумного азотирования с внедрением на предприятии в I квартале 2019 года.
АО «Завод Элекон» использует в своем производстве ионное азотирование уже более 30 лет, а в этом году с помощью инженеров ООО «Ионные технологии» освоены новые научно-технические разработки и оборудование ионно-вакуумного азотирования.
Михайлов Д. А. — начальник цеха инструментального производства АО «Завод Элекон»
Палавин В. В. — заместитель начальника центральной заводской лаборатории АНПП «ТЕМП-АВИА»
Богданов В. В. — главный технический эксперт, руководитель представительства «IONITECH LTD.»
Оборин И. А. — инженер-технолог ООО «Ионные технологии»
Кинзибаев Д. М. - инженер-исследователь ООО «Ионные технологии»
Кстати, а вы знали, что на «Сделано у нас» статьи публикуют посетители, такие же как и вы? И никакой премодерации, согласований и разрешений! Любой может добавить новость. А лучшие попадут в наш Телеграм @sdelanounas_ru. Подробнее о том как работает наш сайт здесь👈
Другие публикации по теме
- 29 октября 2024 года в Лаишевке состоялось открытие второго корпуса за...p;000 фрез, что позволит значительно сократить зависимость от импорта.
- Компания ООО «Гангард» представила специализированную куку...и картера маховикаИмпортозамещение: надежное решение для критичных операций
- Компания ООО «Гангард» разработала и внедрила в ... цилиндровИмпортозамещение: отечественная разработка для критичных операций



Поделись позитивом в своих соцсетях
Комментарии 0