
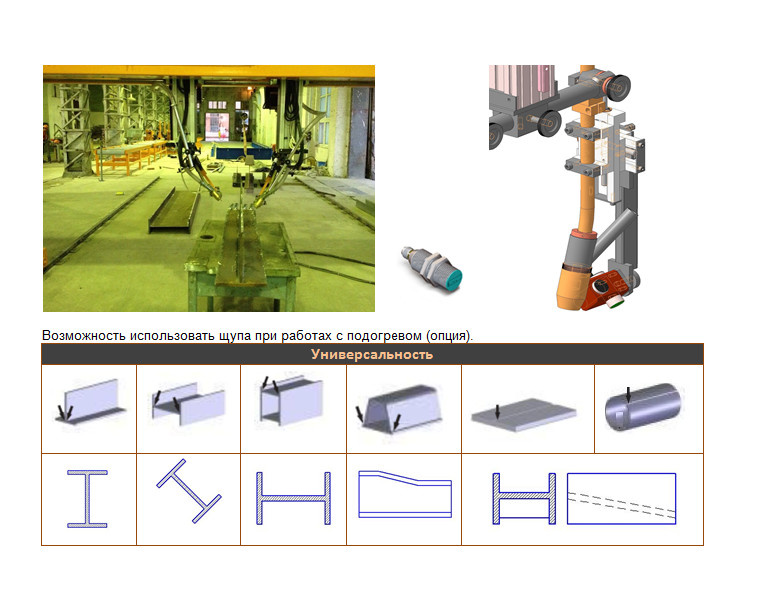
Компания Vabs нашла универсальное решение для автоматической сварки под слоем флюса

Компании ООО «Агроблокстрой» г. Волгоград (бренд Vabs) разработала и воплотила в жизнь сварочный центр портального типа с системой управления на базе промышленного ПЛК для автоматической сварки плавящимся электродом под слоем флюса в нижнем положении с бесконтактной системой слежения и вакуумной системой рециркуляции флюса, протяженных угловых, стыковых, кольцевых швов. Это стало универсальным и гибким решение для автоматической сварки под слоем флюса.
Основные технические характеристики:
Две сварочные головки
Полезное сечение (ВхШхД) 4000×5000×18000мм
Скорость сварки 30-60 м/час
Точность позиционирования ±0,5мм
Автоматическая переналадка установки на любой типоразмер — 2 минуты
Отличительные особенности:
1) Сварка двутавровых, коробчатых и тавровых балок симметричного и несимметричного постоянного и переменного бесступенчатого, ступенчатого сечения;
2) Подвес сварочных горелок безлюфтовые направляющие качения, винт ШВП. Электромеханический привод позиционирования с механической настройкой положения горелки для многопроходной сварки (микро слайды кронштейна подвеса сенсоров);
3) ЖК-интерфейс, снижает требования к квалификации оператора;
4) Дистанционная диагностика через интернет.
Конструктивные особенности:
1) Самоходное основание — перемещает расположенное на нем сварочное и вспомогательное оборудование и сварочный портал движение по направляющим (монорельсу).Вдоль монорельса расположен кабелеукладчик. Привод линейного перемещения — два червячно цилиндрических редуктора Sew Eurodrive с частотным управлением синхронизация через PLC.-стальные колеса с обжимными роликами для перемещения по направляющим с шириной 50 мм и высотой от 60 мм; Ход линейного перемещения 18000мм.
2) Сварочный портал — выполнен в виде жесткой замкнутой конструкции. Вертикальные стойки замкнуты жесткой связью и являются направляющими для перемещения подвижной несущей балки она обеспечивает грубую настройку положения сварочных горелок в вертикальной плоскости для работы в двух диапазонах от 0 до 2000мм и от 2000 до 4000мм. Привод перемещения электромеханический. Ход по вертикали 2000мм.
3) Несущая балка размещает на себе две каретки с электромеханическим приводом для перемещения вертикальных суппортов в горизонтальной плоскости. Данная компоновка повышает универсальность оборудования и полезную высоту проема портала.
4) Вертикальные суппорта выполнены из жесткого алюминиевого профиля таврового сечения обеспечивают точное перемещение и позиционирование сварочной горелки во всей рабочей зоне (проем портала) в вертикальной плоскости.
5) Подвес сварочных горелок и кронштейна сенсоров системы слежения. На основании вертикального суппорта крепится кронштейн подвеса сварочной горелки и кронштейн с микро слайдами крепления сенсоров системы слежения, а так же патрубков системы рециркуляции флюса и механизм подачи проволоки. Данный кронштейн имеет диапазон регулировок для изменения положения сварочной головки в зависимости от типа и конфигурации изделия.


Система слежения
Безконтактная система слежения по двум координатам — укомплектована двумя бесконтактными сенсорами. Диапазон работы ограничивается концевыми выключателями крайних положений суппорта. Выравнивание отклонений положения до 1500 мм по вертикали и 3500 мм по горизонтали. Датчики бесконтактные с аналоговым сигналом — точность позиционирования ±0.5мм.
Вакуумная система рециркуляции сварочного флюса
Поставляемое флюсовое оборудование обеспечивает непрерывный сбор и подачу при сварки протяженных швов, что обеспечивает непрерывный процесс сварки. Систем рециркуляции флюса данного сварочного центра состоит из высокопроизводительного вакуумного насоса FPZ Spa (Италия), фильтра сепаратора с основным и предохранительным фильтрами, предохранительным клапаном пере разряжения, пневматической полуавтоматической системой очистки основного фильтра с вакуумным датчиком и промежуточными бункерами накопителями емкостью 30 литров. Флюс засыпается в бункера вместимостью 30 литров. Флюс поступает в промежуточный бункер небольшого объема расположенный на сварочной головке. Во время сварки флюс высыпается под собственным весом в зону горения дуги. Вакуумный насос создает разрежения в магистралях сбора флюса и весь не расплавившейся флюс засасывается через сопло и потопает в промежуточный бункер сепаратор. Когда уровень флюса в малом бункере достигает минимального значения и магистраль подачи флюса освобождается флюс досыпается из верхнего бункера сепаратора. Система включает в себя все необходимые шланги, клапана и интегрирована в систему управления сварочным центром.
Роликовый вращатель
В комплект поставки входит комплект роликовых опор для вращения заготовки диаметром от 1400 мм до 3000мм грузоподъёмностью 10тн.
Кстати, а вы знали, что на «Сделано у нас» статьи публикуют посетители, такие же как и вы? И никакой премодерации, согласований и разрешений! Любой может добавить новость. А лучшие попадут в наш Телеграм @sdelanounas_ru. Подробнее о том как работает наш сайт здесь👈
Другие публикации по теме
- В июне 2024 года получен патент на устройство для прессования, пр...Пресс пневматический горизонтальный для сыра / патент № 226440
- На автомобильный завод «КАМАЗа» в рамках проекта &laq...новая партия оборудования, предназначенного для изготовления шаровой опоры.
- На Тутаевском моторном заводе, дочернем предприятии «КАМАЗа&raqu... на объём выпуска не менее 6 тыс. комплектов стержней в год.



Поделись позитивом в своих соцсетях
Комментарии 0