
Сдан специальный трубонарезной станок с ЧПУ 1Н983Ф3
-

- Специальный трубонарезной станок с ЧПУ 1Н983Ф3

Предприятием ПКФ «Станкосервис» (г. Рязань) выполнен заказ на производство нового специального трубонарезного станка с ЧПУ 1Н983Ф3.

Станок специальный трубонарезной с ЧПУ 1Н983Ф3 предназначен для обработки труб и деталей к ним, включая нарезание резьбы в условиях единичного и мелкосерийного производства.
Станок используется в отраслях, изготовляющих и ремонтирующих трубы и детали трубных соединений, а также в отраслях металлообрабатывающей промышленности, где труба различного диаметра используется в качестве заготовки.
-
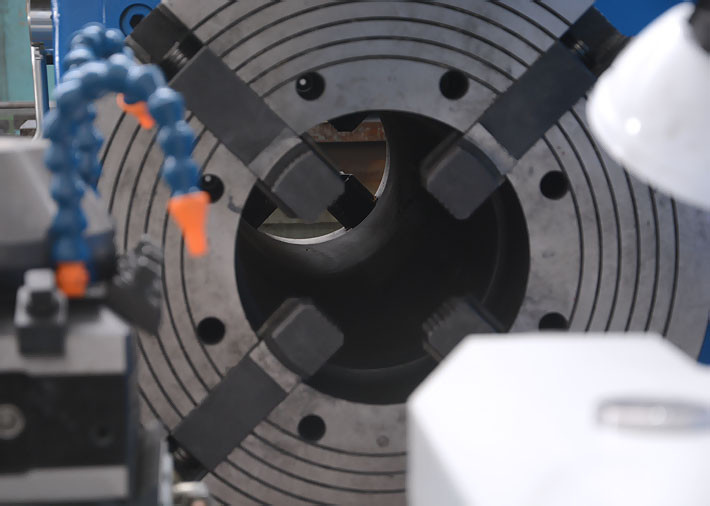
- Токарный патрон 1Н983Ф3
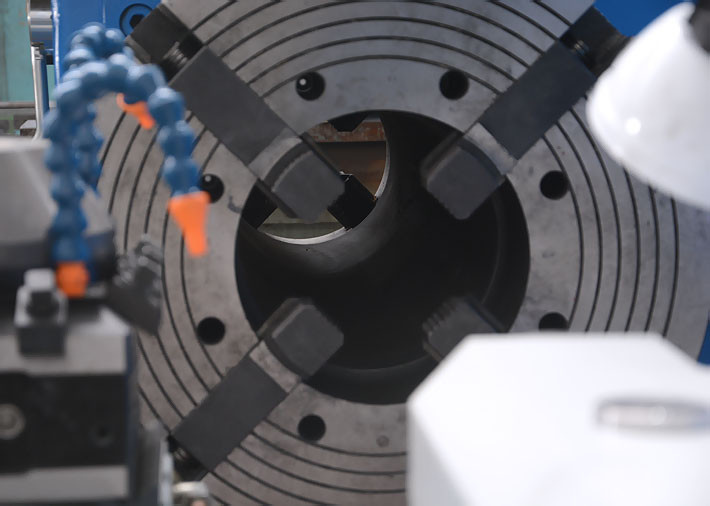
Обрабатываемая труба пропускается через полый шпиндель (диаметр отверстия шпинделя 300мм), зажимается двумя механизированными патронами и вращается вместе со шпинделем. Другой конец трубы устанавливается на люнет-поддержку.
-
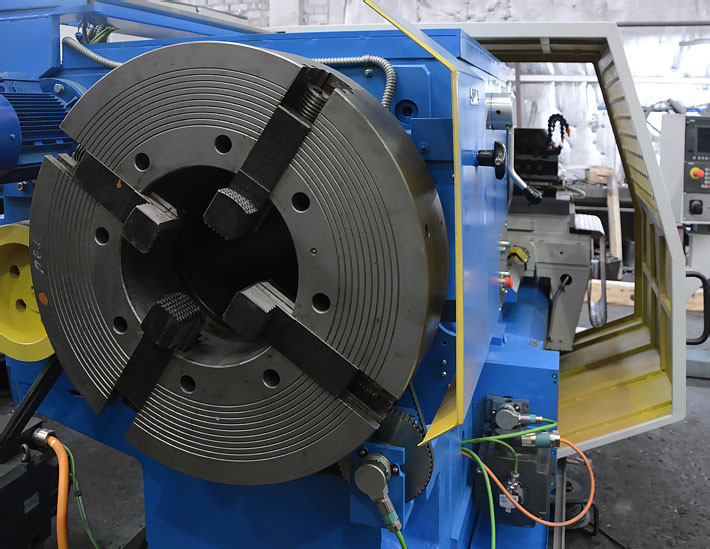
- Передняя бабка 1Н983Ф3. Торец
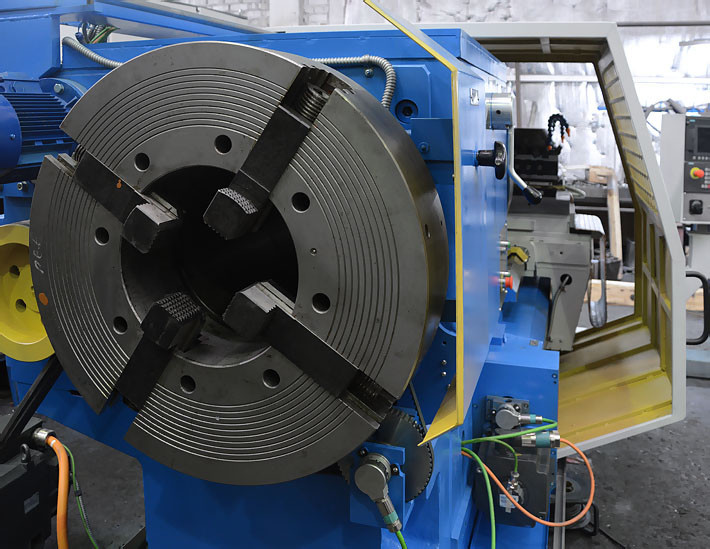
На станке можно производить наружное точение, растачивание, сверление, обработку конусов, нарезание различных резьб.
На поперечных салазках каретки установлена четырёхпозиционная головка автоматической смены инструмента. Смена позиций производится по управляющей программе или оператором с пульта управления.
-

- Четырёхпозиционная головка автоматической смены инструмента 1Н983Ф3

Жесткость станка позволяют полностью использовать возможности быстрорежущего и твердосплавного инструмента при обработке, как черных, так и цветных металлов.
Основные технические характеристики 1Н983Ф3
| Параметр | Значение |
| Максимальная длина обрабатываемых труб, мм | 12500 |
| Максимальная длина концов труб, мм | 250 |
| Наибольшая длина обрабатываемой заготовки, мм | 1000 |
| Наибольшая масса заготовки в патроне, кг | 1000 |
| Высота резца устанавливаемого в инструментальный блок, мм | от 32 до 40 |
| Диаметр устанавливаемой детали над станиной, мм, макс. | 800 |
| Диаметр обработки над суппортом, мм, макс. | 450 |
| Диаметр отверстия в шпинделе, мм | 300 |
| Количество позиций инструментальной головки | 4 |
-
- Отверстие в шпинделе

Кстати, а вы знали, что на «Сделано у нас» статьи публикуют посетители, такие же как и вы? И никакой премодерации, согласований и разрешений! Любой может добавить новость. А лучшие попадут в наш Телеграм @sdelanounas_ru. Подробнее о том как работает наш сайт здесь👈
Другие публикации по теме
- В 2024 году нижегородское предприятие ГК «Инструмент»...угов, обработка может производиться в полностью автоматическом режиме.
- На машиностроительном заводе «Злато-Прогресс» успешно введ...из черных и цветных металлов с наибольшим диаметром 1250 мм.
- В Ярославле компания ООО «Гангард» успешно реализовал...енные аналоги зарубежного оборудования и оснастки.Реализованный проект



Поделись позитивом в своих соцсетях
Комментарии 0