
В Перми разработали перспективную технологию упрочнения запорно-регулирующей арматуры трубопроводов
-

- азотирование стальных деталей и запирающих элементов трубопроводной арматуры
- © www.procion.ru

Основное направление совершенствования отраслевых требований к запорно-регулирующей арматуре для промышленных, коммунальных и магистральных трубопроводов — это продление их эксплуатационного ресурса и увеличение количества рабочих циклов. Специалистами Пермского научно-производственного предприятия «Ионные Технологии» совместно с производителями запорной-регулирующей арматуры были проведены научно-исследовательские и опытно-конструкторские работы (НИОКР) по упрочнению различных узлов и деталей арматуры. В результате проведенного комплекса работ была разработана специальная приоритетная технология ионной ХТО позволяющая увеличивать эксплуатационный ресурс упрочняемых изделий в несколько раз. В настоящее время данная технология опробована и успешно внедрена на многих предприятиях производителях запорно-регулирующей арматуры. В статье представлены результаты исследований выполненных при разработки данной технологии. Статья будет интересна инженерно-техническим работникам, чья деятельность связана с производством трубопроводной арматуры или с проектированием, обустройством и эксплуатацией различных типов промышленных и магистральных трубопроводов. В статье также приводятся данные, которые могут быть полезны инженерам-материаловедам и всем тем, чья работа связана с металлообработкой и упрочнением сталей.
Длительность функционирования кранов, клапанов, задвижек, шиберов, заслонок, затворов и другой арматуры во многом определяется износо- и коррозионной стойкостью их запирающих элементов. Таким образом, проблема продления рабочего ресурса запорной и регулирующей арматуры решается с помощью улучшения эксплуатационных качеств запирающих элементов. Одновременно рассматривается улучшение коррозионной стойкости корпусных деталей за счет применения композиционных покрытий диффузионного и адгезионного типа.
В настоящее время для улучшения качества запирающих элементов применяется несколько разных подходов и их комбинации, основных два:
Использование дорогих высоколегированных коррозионностойких марок сталей. Такой подход действительно приводит к желаемым результатам, однако в несколько раз увеличивает стоимость запорной арматуры. К тому же использование коррозионностойких сталей ограничено ввиду их малой удельной прочности. Применение сложнолегированных сталей с высоким содержанием тугоплавких элементов — кобальта, хрома, молибдена, вольфрама, ванадия и др. несоразмерно увеличивает стоимость и применимо лишь для особо ответственных изделий. Продление ресурса запорно-регулирующей арматуры за счет применения дорогих марок сталей, (в том числе для наплавок на низколегированные стали) — подход экстенсивный, его нельзя считать ни инновационным, ни высокотехнологичным.
Модификация (упрочнение) поверхностного слоя запирающего элемента. Из всех известных методов упрочнения стальных поверхностей самой прогрессивной технологией является ионная химико-термическая обработка (ИХТО) — насыщение поверхности металла азотом и/или углеродом. Наиболее эффективна низкотемпературная технология ионного азотирования и карбонитрирования, обеспечивающая минимальные деформации и высокую размерную и чистовую точность, что позволяет улучшать целый комплекс свойств упрочняемой поверхности: твердость, износостойкость, противозадирные свойства, теплостойкость, коррозионную стойкость и усталостную прочность.
Низкотемпературные процессы проводятся при температуре 400 — 600 0С, нагрев не сопровождается фазовыми превращениями и после упрочнения детали имеют весьма малые изменения геометрических параметров, таким образом ИХТО — финишная обработка, после которой детали идут на сборку, не требуется шлифовка как после цементации и газового азотирования, поверхностная нитридная зона обладает высокой твёрдостью, что оказывает решающее влияние на свойства изделия. Технология ионного азотирования и карбонитрирования массовая, передовая, ресурсосберегающая и экономически выгодная по сравнению со всеми другими процессами упрочнения. Гарантийный ресурс запорной и регулирующей арматуры увеличивается в несколько раз, что подтверждено производственными испытаниями и эксплуатацией в самых сложных условиях эрозионного и кавитационного воздействия, а также в присутствии сероводорода и слабых растворов различных кислот. Высокая стойкость к межкристаллитной коррозии и растрескиванию под нагрузкой как раз и объясняется бездефектным строением поверхностной плотноупакованной зоны химических соединений углерода и азота с железом и легирующими элементами.
Специалистами пермского Научно Производственного предприятия «Ионные Технологии» совместно с производителями запорной-регулирующей арматуры были проведены научно-исследовательские и опытно-конструкторские работы (НИОКР) по упрочнению различных узлов и деталей арматуры. В результате проведенного комплекса работ была разработана специальная приоритетная технология ионной ХТО.
В настоящее время данная технология опробована и успешно внедрена на многих предприятиях производителях запорно-регулирующей арматуры: ООО «Завод НГО «Техновек», (Россия, Воткинск); «HABONIM INDUSTRIAL VALVES & ACTUATORS» (Израиль); ООО «Камский арматурный завод», (Россия, г. Пермь); ООО «Экомаш+Урал» (Россия, Новоуральск); ООО «Завод «Синергия», (Россия, Пермь); ООО «Пермская компания нефтяного машиностроения», (Россия, Пермь), ООО «АНКОС» г. Пермь и многих других предприятиях.
Приводим краткие сведения по результатом НИОКР, подтверждающие высокую эффективность упрочнения методом ионного азотирования и карбонитрирования для продления ресурса запорно-регулирующей арматуры.
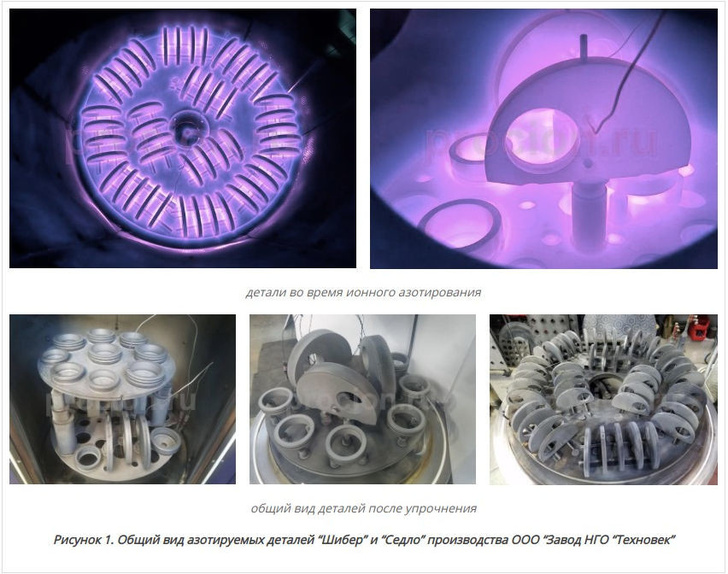
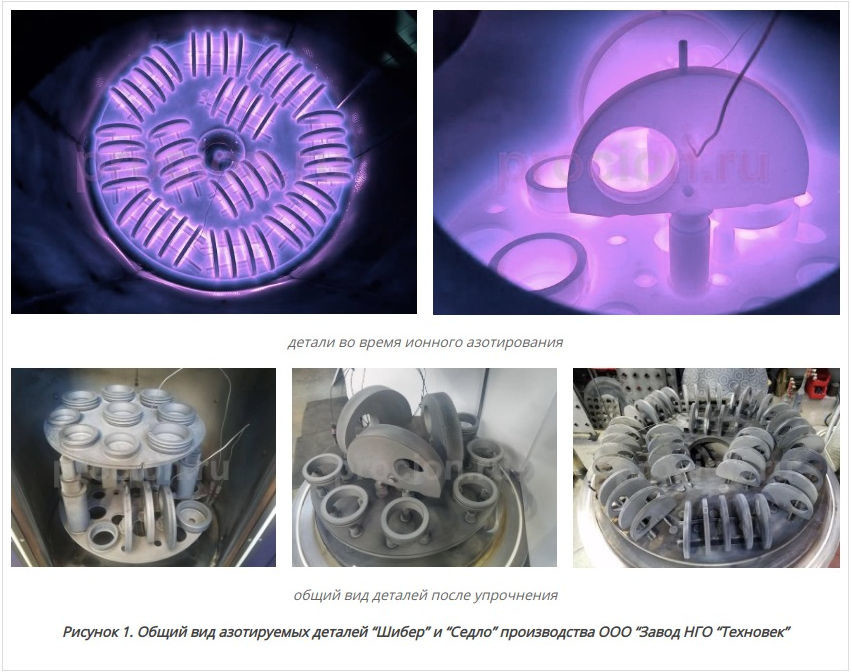
На рисунке 1 представлены фотографии процесса упрочнения деталей «Шибер» и «Седло» запирающих элементов шиберных задвижек нефтегазового оборудования производства ООО «Завод НГО «Техновек» (Россия, Воткинск).
-
- ООО Ионные Технологии Азотирование стальных деталей и запирающих элементов трубопроводной арматуры
- © www.procion.ru
На рисунке 2 представлены фотографии процесса упрочнения элементов шаровых кранов компании «HABONIM INDUSTRIAL VALVES & ACTUATORS» (Израиль), ведущего производителя инновационной запорной арматуры на Ближнем Востоке.
-

- ООО Ионные Технологии - Азотирование стальных деталей и запирающих элементов трубопроводной арматуры
- © www.procion.ru

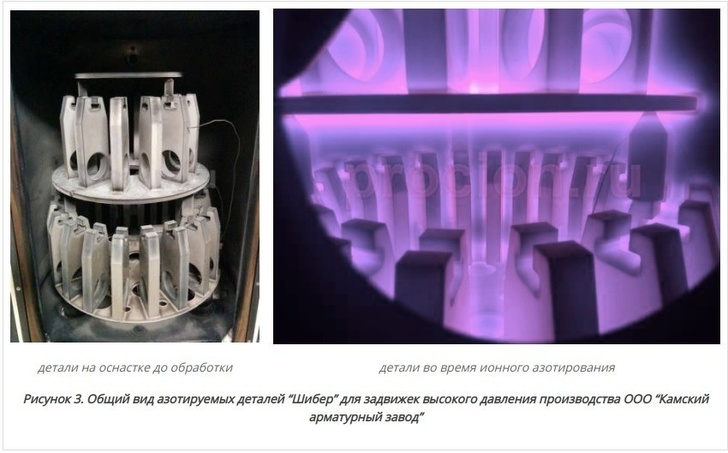
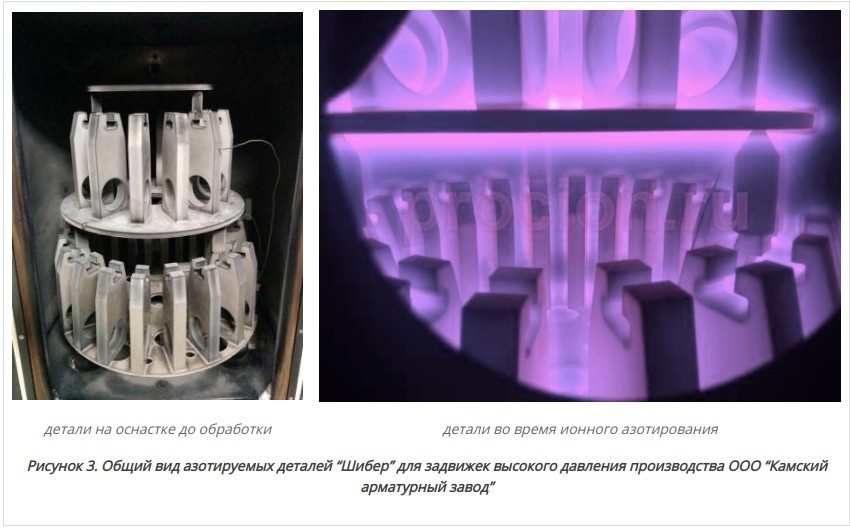
На рисунке 3 представлены фотографии ионно-плазменной обработки деталей «Шибер» для задвижек высокого давления производства ООО «Камский арматурный завод» (Россия, Пермь).
-
- ООО Ионные Технологии - Азотирование стальных деталей и запирающих элементов трубопроводной арматуры
- © www.procion.ru
На рисунке 4 представлены фотографии процесса упрочнения деталей «Седло» и «Цилиндрическая пробка», применяемых в запорном оборудовании высокого давления до 105 МПа для нефтегазовой отрасли производства ООО «Экомаш+Урал», (Россия, Новоуральск).
-

- ООО Ионные Технологии - Азотирование стальных деталей и запирающих элементов трубопроводной арматуры
- © www.procion.ru

На рисунке 5 представлены фотографии процесса упрочнения деталей «Шток задвижки» для запорной арматуры производства ООО «НПК «Нефтяное машиностроение» (Россия, Лысьва).
-

- ООО Ионные Технологии - Азотирование стальных деталей и запирающих элементов трубопроводной арматуры
- © www.procion.ru

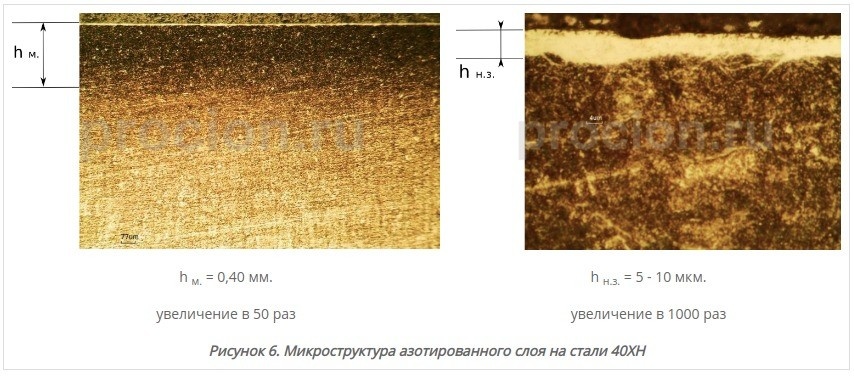
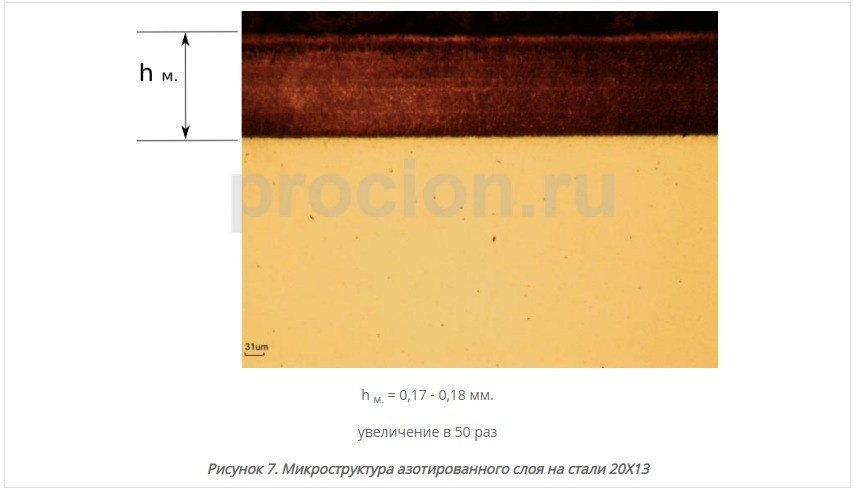
Запирающие элементы и детали запорно-регулирующей арматуры указанных производителей были выполнены из следующих марок сталей: 40ХН, 20Х13 и 38Х2МЮА. В таблице 1 представлены характеристики азотированных слоев на этих сталях полученных при обработке.
Таблица 1. Характеристики азотированного слоя на сталях 40ХН, 20Х13, 38Х2МЮА
| 40ХН | 20Х13 | 38Х2МЮА | |
| Поверхностная твердость HV 5, кгс/мм2 | 580 — 640 | 920 — 970 | 1120 — 1200 |
| Поверхностная микротвердость HV 0.1, кгс/мм2 | 580 — 670 | 940 — 980 | 1145 — 1200 |
| Глубина слоя по микроструктуре hm, мм | 0,40 | 0,17 — 0,18 | 0,27 — 0,28 |
| Глубина слоя по микротвердости hс, мм | 0,40 | 0,20 | 0,30 |
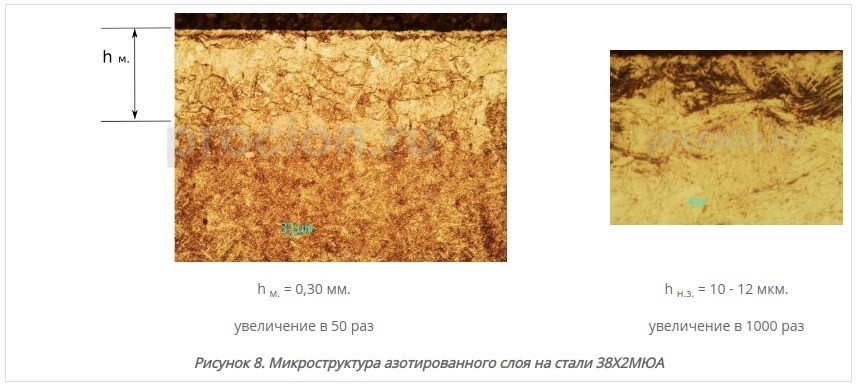
| Толщина нитридной зоны, мкм | 5 — 10 | - | 10 — 12 |
| Хрупкость по шкале ВИАМ | I балл, не хрупкий | I балл, не хрупкий | I балл, не хрупкий |
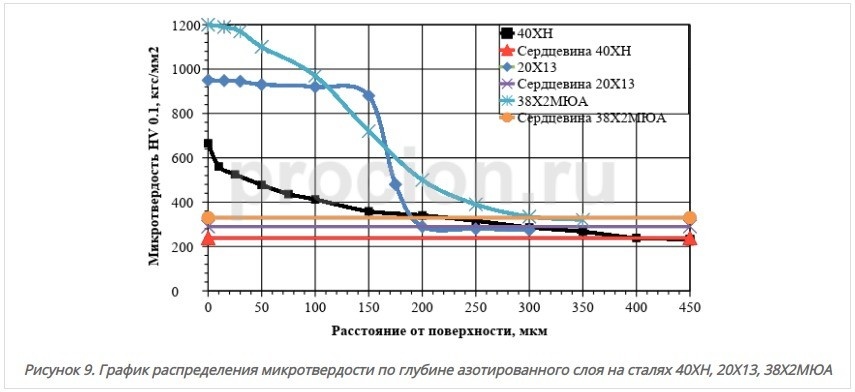
На рисунках 6 — 8 представлены фотографии микроструктуры поверхностных упрочненых слоев. На рисунке 9 показана зависимость микротвердости от глубины упрочненного слоя. На рисунке 10 представлены фотографии отпечатков хрупкости азотированных слоев на сталях: 40ХН, 20Х13 и 38Х2МЮА.
-

- ООО Ионные Технология — Фотографии микроструктуры азотированного слоя на стали 40ХН
- © www.procion.ru
-
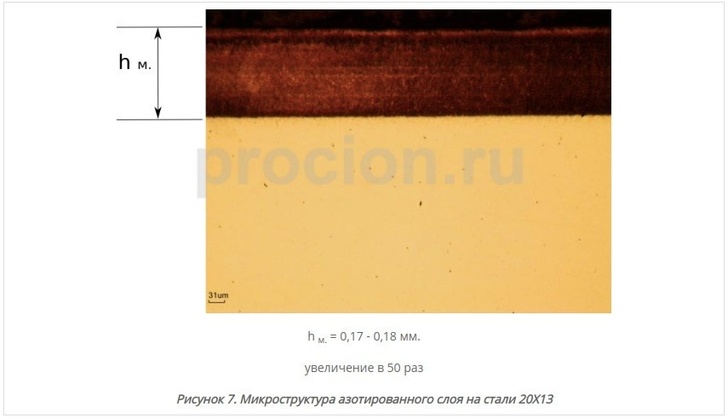
- ООО Ионные Технология — Фотографии микроструктуры азотированного слоя на стали 20Х13
- © www.procion.ru
-
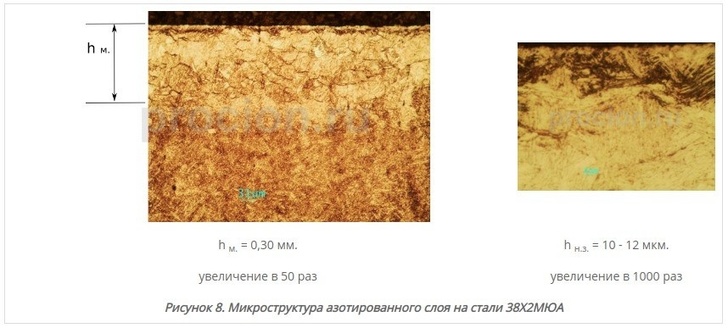
- ООО Ионные Технология — Фотографии микроструктуры азотированного слоя на стали 38Х2МЮА
- © www.procion.ru
-
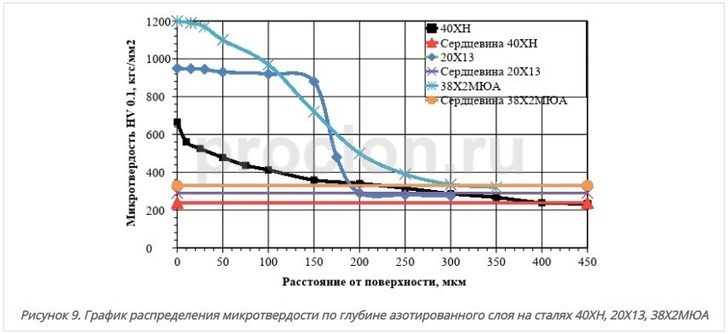
- ООО Ионные Технология — Зависимость микротвердости от глубины азотированного слоя на сталях 40ХН, 20Х13, 38Х2МЮА
- © www.procion.ru
-

- ООО Ионные Технология — Фотографии отпечатков хрупкости HV30 азотированного слоя на сталях 40ХН, 20Х13, 38Х2МЮА
- © www.procion.ru

В результате ионного азотирования на деталях формируется равномерно развитый нехрупкий азотированный слой, а на низколегированных сталях (40ХН и 38Х2МЮА) на поверхности также формируется высококачественная нитридная зона с повышенной твердостью. Твердость, и как следствие износостойкость рабочих поверхностей деталей увеличилась в несколько раз, улучшились адгезионные свойства, снизился коэффициент трения. Данный комплекс покрытий обеспечивает высокие прочностные и эксплуатационные свойства запирающих элементов и комплектующих, что позволило существенно продлить эксплуатационный ресурс запорно-регулирующей арматуры.
В настоящее время по созданной технологии на нашем оборудовании производится упрочнение запорно-регулирующей арматуры для широкого круга предприятий эксплуатирующих трубопроводную продукцию, совместные исследовательские работы развиваются в других городах, с привлечением научных учреждений и КБ, в частности — Ижевске, Санкт-Петербурге, Уфе, Оренбурге, Челябинске
Многолетний опыт, компетенции и приоритетные конструкторско-технологические решения (ноу-хау) позволили нам занять лидирующие позиции по внедрению технологий ионной ХТО во всех отраслях промышленности. В настоящий момент для ряда производителей запорной арматуры специалистами ООО «Ионные Технологии» ведутся работы по поставке оборудования и внедрению технологии ионного азотирования «под ключ».
На сегодняшний день ионно-вакуумное азотирование является передовой технологией поверхностного упрочнения деталей. Применение технологии ионного азотирования при серийном производстве трубопроводной продукции, в том числе при производстве запорно-регулирующей арматуры, позволяет поднять качество выпускаемой продукции на принципиально новый уровень.
Для предприятий эксплуатирующих различные типы трубопроводов, в том числе магистральные, применение упрочненной арматуры позволяет обеспечить длительную эксплуатационную надёжность, что гарантирует безаварийную работу и снижение расходов на ремонт и техническое обслуживание трубопроводов.
«ЙОНИТЕХ» ООД | гл. техэксперт, руководитель представительства | В.В. Богданов |
ООО «Ионные технологии» | директор | А.В. Оборин |
ООО «Ионные технологии» | инженеры исследователи | Д.М. Кинзибаев И.С. Соколова Е.С. Уткин |
OOO «Завод НГО «ТЕХНОВЕК» | ведущий конструктор | В.В. Костюченко |
Кстати, а вы знали, что на «Сделано у нас» статьи публикуют посетители, такие же как и вы? И никакой премодерации, согласований и разрешений! Любой может добавить новость. А лучшие попадут в наш Телеграм @sdelanounas_ru. Подробнее о том как работает наш сайт здесь👈
Другие публикации по теме
- 29 октября 2024 года в Лаишевке состоялось открытие второго корпуса за...p;000 фрез, что позволит значительно сократить зависимость от импорта.
- Рассказываем о том, как прошла юбилейная выставка «Металл-Экспо ...тенды других компаний, выбрав любопытные разработки сферы металлопродукции.
- Первый год работы Центра инженерных разработок Ярославского государственног...аладку. Всего на новой площадке работает более 15 единиц оборудования.



Поделись позитивом в своих соцсетях
Комментарии 0