
На Астраханском станкостроительном заводе разработан новый уникальный токарно-фрезерный центр

Проект целиком и полностью реализован инженерами и конструкторами астраханского предприятия.
Технические характеристики модели АС16М25Ф3 далеко опережают прежние проекты. Пока для его комплектации используется 80% отечественных деталей, но, в перспективе, выйдут и на все сто. Главное достоинство — станок универсален.
Пока станки выпускают малыми партиями от 10 до 20 моделей. После отработки технологий сборки, станки представят в Минпром России для запуска в серию.
Кстати, а вы знали, что на «Сделано у нас» статьи публикуют посетители, такие же как и вы? И никакой премодерации, согласований и разрешений! Любой может добавить новость. А лучшие попадут в наш Телеграм @sdelanounas_ru. Подробнее о том как работает наш сайт здесь👈
Другие публикации по теме
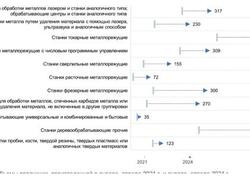
- Общее производство станков в России за первую треть 2024 года сос...нков, в том числе около 1,8 тыс. токарных, расточных и фрезерных.
- Фото: НПК «АМС»Российские станкостроительные предприятия получили возможнос...нного в их применении на своем технологическом оборудовании.
- Станкостроительная Компания СТАРК является ведущим российским производителе...существляем полный цикл производства станков на собственных мощностях.


Поделись позитивом в своих соцсетях
Комментарии 0