
14 января
Станки уфимского предприятия «ЕСМ» в минувшем году поставлены в Западную Европу и Японию
Инновационная продукция предприятия становится востребованной за
рубежом. Так, электрохимические станки уфимского предприятия
"ЕСМ" в минувшем году отправлены в Западную Европу и Японию.

- вЕТ8000-2D — станок специальный электрохимический двухкоординатный
Всего с начала проекта по выпуску и продвижению таких станков специалистами ООО "ЕСМ" было поставлено более 30 единиц оборудования на предприятия России и дальнего зарубежья. Как пояснили в ООО "ЕСМ", речь идет не только об оригинальных электрохимических станках INDEC, но и об экологических системах серии "ЕТ". В прошедшем году были спроектированы и запущены специальные станки bET8000-2D, sET6090-3D для "Объединенной двигателестроительной корпорации" и Росатома, на ряд моделей станков получен европейский сертификат соответствия на продукцию и сертификат Росстандарта.
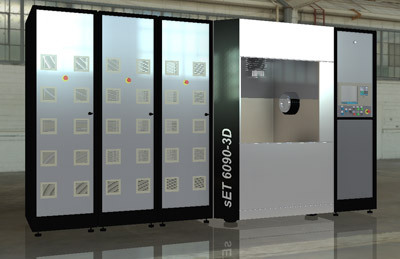
- sET6090-3D — станок специальный электрохимический трехкоординатный
Кстати, а вы знали, что на «Сделано у нас» статьи публикуют посетители, такие же как и вы? И никакой премодерации, согласований и разрешений! Любой может добавить новость. А лучшие попадут в наш Телеграм @sdelanounas_ru. Подробнее о том как работает наш сайт здесь👈
Источник: www.bashkortostan.ru
Другие публикации по теме
- За 10 месяцев текущего года московские производители нарастили выпуск ...рживать стабильный рост производства и предлагать рынку новые решения.
- Корпус реактора ВВЭР-1000 для шестого энергоблока АЭС «Куданкулам&raq...ностроительный дивизион «Росатома») и отгружено заказчику.
- Благодаря модернизации производства за последние несколько лет на ...ходит испытания перед отправкой в нефтегазовые компани в Арктике.



Поделись позитивом в своих соцсетях
Комментарии 0