
-

- © img-fotki.yandex.ru

Совсем недавно я уже приезжал в Чебоксары на завод Промтрактор, производящий тяжелую промышленную технику под брендом ЧЕТРА. Тогда мне показали сборку тракторов, начиная от производства трансмиссии, и заканчивая испытаниями готовой техники. Но за кадром осталось самое главное. Ведь сборка в трудоемкости производства это всего около 5% от общих трудозатрат на производство трактора. Да и качество продукта, что бы там не говорили, от сборки зависит не так сильно. Куда важнее технология производства деталей, тех, на которые придется основная нагрузка в процессе работы. А это и качество металла, его химический состав, и технология литья. На этот раз нам показали именно этот этап производства — литье, мы увидели почему ЧЕТРА относит себя к премиум сегменту, то, почему Чебоксарцы гордятся качеством своих тракторов, то,почему бульдозеры ЧЕТРА работают в самых экстремальных условиях Русского Севера. Нам показали один из самых современных и мощных заводов промышленного литья не только в России, но и, по меньшей мере, в Европе.
«Промтрактор-Промлит» это гигантский производственный комплекс, способный производить изделия практически любой сложности, массы, из различных металлов и сплавов с использованием различных технологий, включая порошковое литье. Завод обеспечивает не только потребности Промтрактора в литье, но и активно работает с другими заказчиками, как входящими в состав концерна Тракторные Заводы, так и сторонними. В числе заказчиков есть как российские заводы, например ГАЗ, так и иностранные, локализующие в России свое производство, такие как Джон-Дир. То что иностранные заводы заказывают литье здесь в Чебоксарах, говорит о качестве продукции. Всего же на Промлите производят несколько тысяч наименований продукции от нескольких грамм до нескольких тонн.
Промлит достаточно молодое производство. Первым объектом литейного производства на строящемся ЧЗПТ был ремонтно — литейный цех (РЛЦ). Его строительство началось в феврале 1974 года. В январе 1978 года Госкомиссия приняла первые мощности на 10 тыс. т. литья в год. Вторым объектом литейного производства стал Цех тяжелых стальных отливок (ЦТСО). 6 октября 1982 года здесь была проведена первая плавка.
Но завод так и не вышел на проектную мощность, не успел. И только сейчас, в современное время завод работает на свою максимальную мощность, в 3 смены, полностью непрерывно. Несмотря на то, что завод достаточно молодой, уже в начале нулевых стало очевидно, что он нуждается в серьезной реконструкции. Существующие автоматические формовочные линии производства американской фирмы HERMAN были подвергнуты серьезной модернизации — был увеличен размер опок, произведена замена устаревших и изношенных узлов. Дополнительно было закуплено новое оборудование. Так в литейном цехе № 1 введены в эксплуатацию 2 смесителя фирмы «Simpson» (США) с комплектом систем автоматического контроля и управления качеством для приготовления формовочных смесей. Дополнительным фактором снижения расхода материалов явилась установка платформенных весов мод. НППМ-В.В.01(производитель ООО «Модель», г. Н. Новгород), позволяющих максимально точно дозировать расход под конкретную плавку.
И это далеко не все! Модернизация завода идет постоянно, не прекращаясь, перечислять сделанное можно долго, проще почитать на официальном сайте. Буквально месяц назад на заводе была запущена самая современная на данный момент в мире автоматическая формовочная линия (АФЛ) производства HEINRICH WAGNER SINTO (HWS-Sinto), где изготавливаются формы для отливок. Линия уже работает, хотя работы по установке и наладке на участке еще продолжаются.
Впрочем, хватит информации. Давайте пройдемся по заводу, а именно по цеху № 1, где производят, в основном, вагонное литье для собственных предприятий Тракторных заводов и для РЖД.
Если кратко, то процесс производства состоит из следующих этапов.
1. Производятся формовочные стержни, они формируют полости в заготовке.
2. Производятся формы для отливок, они формируют внешнюю форму изделия.
3. Плавится металл,
4. Заливается в формы, после застывания получается деталь. Она идет на механическую обработку.
Кажется все очень просто? На самом деле здесь огромное количество тонкостей, влияющих на качество продукции! Это и контроль качества металла, очень важно что бы он обладал определенным химическим составом, и примеси не выходили за допустимые пределы. Поэтому осуществляется контроль в реальном времени по нескольким параметрам.
Важен и состав материала, из которого делают стержни и формы. А делают их из песка, но песка не обычного, а специального, имеющего определенный химический состав. Что бы формы были прочными, используются различные скрепляющие вещества, от качества форм и стержней сильно зависит качество продукции.
Важно и то, что бы производство было экологически чистым, ведь завод находится в черте города, да и внутри цехов работают люди. Поэтому здесь установлены сложнейшие очистные сооружения. На крыше цехов установлено оборудование улавливающее пыль. Пыль в цехах есть, поэтому нам выдали респираторы, но я, например, легко обходился без него, не испытывая никакого дискомфорта. А за пределами цеха ни о какой пыли вообще речи не идет, чему свидетель — белый снег на территории завода.
-

- Промтрактор-Промлит. Слева емкости для песка, справа цех №1
- © img-fotki.yandex.ru

Итак, все начинается с производства формовочных стержней.
-

- © img-fotki.yandex.ru

Для снабжения стержнями всех трех автоматических формовочных линий несколько лет назад закупили семь автоматов немецкой фирмы Laempe (на фото). Недавно для повышения их эффективности у фирмы-производителя приобрели две системы: для подачи песка и накачивания его связующими химическими веществами, чтобы смолы и катализаторы создали из песчаной смеси твердое вещество. Так что доукомплектование всех Laempe нового поколения компьютеризированными узлами исключит какие-либо сбои в работе стержневых автоматов.
На стержневом участке литейного цеха No1 задействованы три автоматические линии павлоградского производства по приготовлению мелких и крупных стержней. Установка на них новых смесителей петербургской фирмы ЗАО «Униреп-Сервис» привела к полной автоматизации приготовления стержневых смесей.
-

- © img-fotki.yandex.ru

-

- © img-fotki.yandex.ru

-

- © img-fotki.yandex.ru

Параллельно на линии автоматической формовки идет производство форм из песка. Это та самая новейшая АФЛ HWS-Sinto, которую запустили месяц назад, нигде в мире пока нет такой современной линии.
-

- © img-fotki.yandex.ru

В это время в сталеплавильных печах, под воздействием мощной электрической дуги, плавят металл.
-

- © img-fotki.yandex.ru

Все параметры печи контролируются оператором
-

- © img-fotki.yandex.ru

Расплавленный металл заливается в емкости
-

- © img-fotki.yandex.ru

После чего расплав заливается в формы. Этот процесс полностью автоматизирован. Вообще уровень автоматизации на заводе очень высокий, люди, по большей части, занимаются лишь контролем.
-

- © img-fotki.yandex.ru

На этой фотографии показано как выливаются остатки металла, после заливки форм. Красивый фейерверк из брызг расплавленного металла. Рядом лучше не стоять :)
После остывания металла, изделия идут на очистку в дробеструйную камеру. Здесь тоже не обошлось без модернизации. До прошлого года единственный агрегат эксплуатировался на износ, так как из-за отсутствия «дублера» о полноценном капитальном ремонте даже речи не заходило. Заводские инженеры восстановили и модернизировали разукомплектованную еще с советских времен дробеструйную камеру No2. Расширили по высоте и ширине стенки, чтобы дробеструйные аппараты «расстреливали» заготовки прямо в движении, обеспечивая высокую степень очистки.
После первичной обработки, изделия отправляются на мехобработку в другие цеха или заказчику. Перевозятся изделия по монорельсовой дороге в специальном контейнере, куда загружаются с помощью робота-манипулятора.
-

- © img-fotki.yandex.ru

-

- © img-fotki.yandex.ru

Тем временем формы измельчаются снова в песок, песок будет повторно использован для создания форм и стержней
-

- © img-fotki.yandex.ru

А вот и готовые изделия
-

- © img-fotki.yandex.ru

Завод обладает так же и развитой системой оценки качества, сертификации и испытаний уже произведенной продукции. Вот, например, стенд, который имитирует опрокидывание. На нем установлена рама. Видно что после испытаний конструкцию немного повело, но все в норме, и силовые элементы выдержали.
-

- © img-fotki.yandex.ru

А здесь происходят испытания кабин по нормам ГОСТ. На кабину сбрасывают груз весом 310 кг. Сейчас на стенде установлена кабина стороннего производителя, испытания проводят для сравнения. [видео]
-

- © Фото из открытых источников

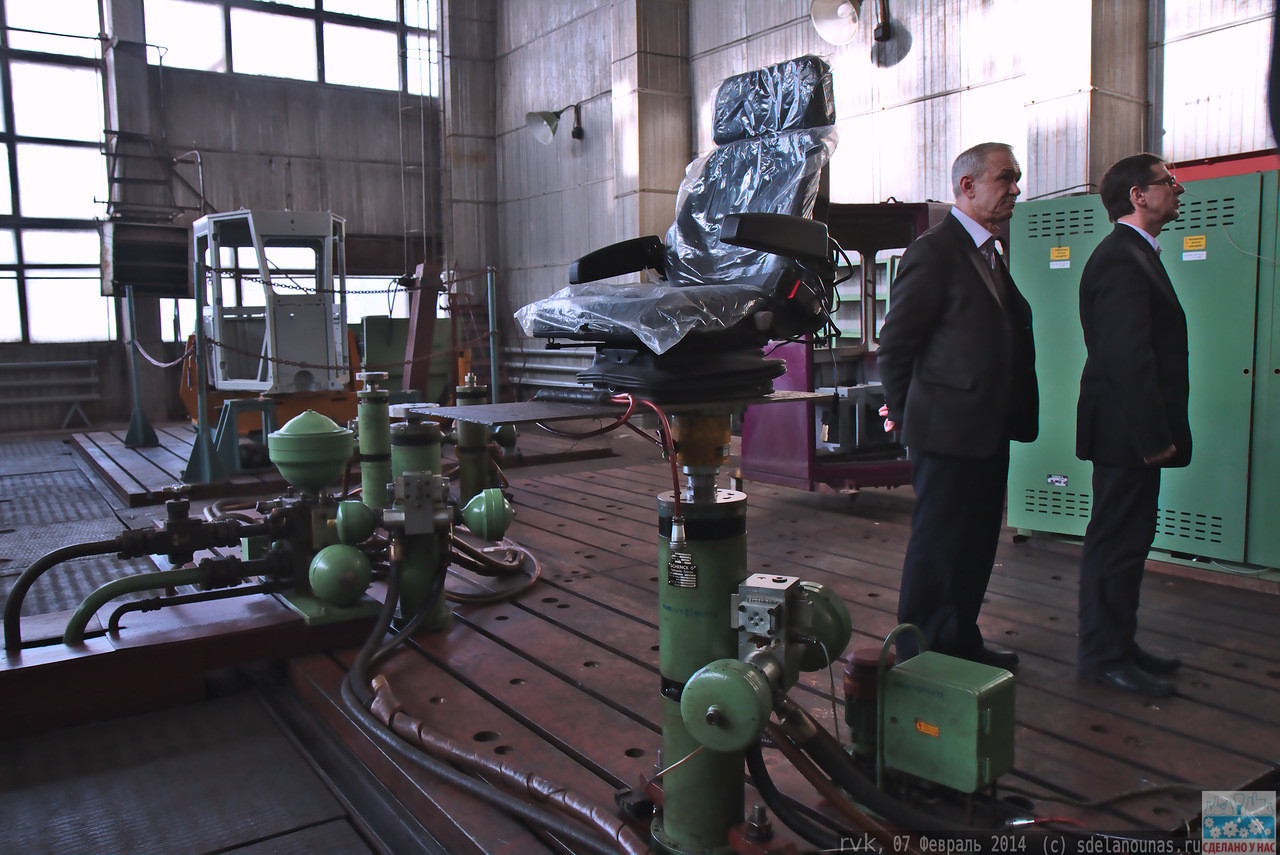
Так же испытывают кресла на специальном стенде.
-

- © img-fotki.yandex.ru
Зачем нам все это показали? ЧЕТРА сильно страдает от подделок и некачественных запчастей. Нас пригласили на завод, что бы мы увидели и рассказали о том, насколько сложное это производство, что в нем множество тонкостей, и невозможно в иных условиях производить качественные запчасти, не получится добиться даже близкого качества. Конечно же у пиратов производства такого уровня и быть не может, но даже если бы оно у них и было, невозможно было бы тогда добиться столь низкой цены, соблюдая все этапы технологической цепочки.
Ущерб от подделок не только финансовый, но и репутационный, ведь не всегда можно легко определить подделку. Нам показали насколько серьезно здесь относятся к качеству, чему подтверждение постоянная модернизация завода, и доверие множества сторонних заказчиков, даже тех, кто обладает собственными литейными производствами, но не сумел на них добиться такого же качества.
Я второй раз в Чебоксарах, и в очередной раз уезжаю отсюда с зарядом позитива. Нравится мне видеть как люди не выжимают последние соки из Советского наследия, а напротив, не жалея сил работают над тем, что бы сохранить все то хорошее что досталось им, и избавиться от того, что наоборот, в современных условиях не работает и тянет вниз. Мне нравится, что люди здесь не жалуются, а планомерно и целенаправленно занимаются модернизацией, повышением производительности труда, максимально используя те возможности что у них есть. Когда проблемы решаются не только закупкой нового оборудования, но и оптимизацией производственных процессов и управления.
Потому что я убежден, те проблемы, которые у нас есть в промышленности, по большей мере связаны именно с низкой производительностью труда, которая является следствием, прежде всего не столько отсталости производственной базы, сколько неоптимальности технологических, трудовых и производственных процессов.
Здесь, на Промтракторе вообще и на Промлите в частности это прекрасно понимают!
P.S. Напоминаю, что мой репортаж с Промтрактора можно почитать здесь, сейчас он по сути является продолжением этой статьи.
Кстати, а вы знали, что на «Сделано у нас» статьи публикуют посетители, такие же как и вы? И никакой премодерации, согласований и разрешений! Любой может добавить новость. А лучшие попадут в наш Телеграм @sdelanounas_ru. Подробнее о том как работает наш сайт здесь👈
Другие публикации по теме
- Расположенный в Чебоксарах завод «Промтрактор» (группа &la...овый класс первой модели — 30 тонн, второй — 45 тонн.
- В Тамбовской области презентовали новую модель экскаватора российского...вом, в рамках Дня качества, состоялся показ экскаватора ЧЕТРА Е220-NC.
- Отгружен очередной бульдозер ЧЕТРА Т11 для Южно-Африканской Республики. В&n...рных режимах — в условиях жары и повышенной влажности.



Поделись позитивом в своих соцсетях
Комментарии 0