
-
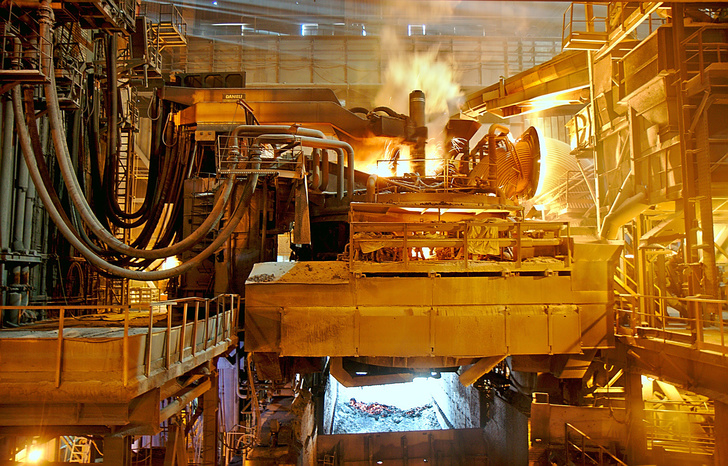
- Электродуговая печь на Выксунском ЛПК
- © Фото из открытых источников

Когда мы смотрели на работу последней в России крупной мартеновской печи, от осознания того, что уже очень скоро языки пламени не будут вырываться из её завалочных окон, а красивые россыпи искр расплавленного шлака больше не вызовут детский восторг у зевак-журналистов, стало совсем грустно. Там внутри мартена течет жизнь — гудит огненный шторм раскаленных газов, кипит сталь, бурлит шлак. А рядом в том же цеху стоит другая печь, закрытая в начале этого года. Холодная. Мертвая. И скоро эту нашу развеселую бодрую старушку ждет та же участь.
-

- Закрытая мартеновская печь на ВМЗ
- © Фото из открытых источников

Было бы неправильно уезжать из Выксы на такой ноте. И организаторы это понимали, поэтому после прощания с мартеном, они повезли нас в другое место, на завод запущенный в 2008 году неподалеку. Это Выксунский литейно-прокатный комплекс (ЛПК).
ЛПК — завод полного цикла, производящий прокат для труб малого и среднего диаметра. Завод практически полностью автоматизированный, начиная от выплавки стали, и заканчивая конечной продукцией — прокатом толщиной от 1 мм до 12.7 мм, в зависимости от требований заказчика.
Если не считать различные вспомогательные производства, то технологический процесс завода начинается с электро-дуговой печи. Вот она замена мартену. Здесь происходит выплавка стали не худшего качества, но процесс плавки 160 т. стали занимает всего 55 минут, то есть в сутки происходит 25 плавок, тогда как в мартеновском цеху всего 2-3 плавки. К тому же, эта печь практически не требует обслуживания, гораздо более экологична и безопасна.
Во время плавки измеряется состав стали, температура, и когда сталь готова, её выпускают в ковш, добавляя при этом легирующие элементы, и прочие необходимые компоненты.
Перед выпуском стали ковш разогревается
-
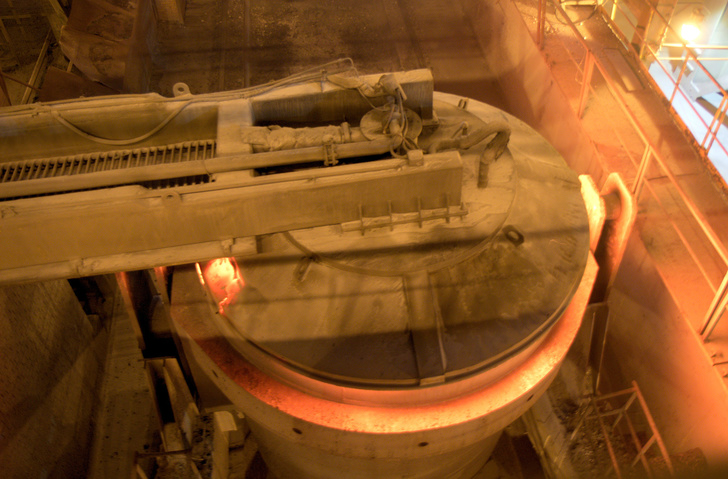
- Подогрев сталь-ковша
- © Фото из открытых источников

Потом подводится под эркерное отверстие и в него происходит выпуск 160 т. жидкой стали
-

- Подвод ковша под эркерное отверстие для выпуска стали
- © Фото из открытых источников

-

- Выпуск стали из электродуговой печи на Выксунском ЛПК
- © Фото из открытых источников

Выпуск стали самое эффектное зрелище в этом цеху. Работа самой дуговой печи сопровождается лишь сильным гулом (кроме касок, халатов нам выдали и беруши), и минимальным количеством «спецэффектов», в отличии от мартена. Иногда, при смене электродов, видны кое какие выбросы огня и искр. Но вот выпуск стали это зрелище не только захватывающее, но и опасное. Правда не столько для человека (если человек в респираторе, а их нам тоже выдали) сколько для фото-техники. Густые клубы дыма, а точнее очень мелкой пыли заволакивают цех.
-

- © Фото из открытых источников

Некоторым коллегам не повезло, из-за пыли у них заклинило объективы фотокамер. Мою камеру, к счастью, Бог миловал.
После выпуска ковш с металлом перемещают на внепечную обработку, где производится доводка стали по химсоставу и температуре. После того как сталь доведена до марочного значения по всем элементам она передается на машину непрерывного литья заготовок (МНЛЗ). Из недр машины выходит мягкая как пластилин «колбаса» определенной толщины, после чего она раскатывается в плиту толщиной 90 мм, и нарезается на так называемые слябы массой до 36 тонн.
-

- Машина непрерывного литья заготовок
- © Фото из открытых источников

-

- Машина непрерывного литья заготовок (МНЛЗ)
- © Фото из открытых источников

МНЛЗ связана с прокатным станом длинной проходной печью туннельного типа, которая выполняют функции подогрева металла и выравнивания температуры сляба. Для того что бы прокатать металл качественно необходимо, что бы температура сляба была равномерна по всей толщине. Поэтому внутри печи непрерывно происходит замер температуры, для того что бы постоянно поддерживать её на заданном уровне.
-

- Проходная печь туннельного типа
- © Фото из открытых источников

Далее слябы идут на прокатный стан. В Выксунском литейно-прокатном комплексе установлен стан 1950, что позволяет делать прокат для труб диаметром около полуметра.
Сначала сляб проходит через обжимные прокатные клети
-

- Обжимные (черновые) прокатные клети
- © Фото из открытых источников

После чего доводится до нужных параметров проходя через чистовые прокатные клети
-

- © Фото из открытых источников

-

- Чистовые прокатные клети стан 1950
- © Фото из открытых источников

После того как прокат получил нужные геометрические параметры, он проходит через систему ламинарного охлаждения и наматывается в рулоны
-

- Намотка проката
- © Фото из открытых источников

После намотки еще очень горячие рулоны с помощью балок шагающего типа перемещаются на площадку, где остывают несколько дней.
-

- © Фото из открытых источников

Далее рулоны могут отправится заказчику в таком виде, а могут идти на порезку на штрипсы или листы, в зависимости от того что нужно заказчику.
Кстати заказчики на 90% это трубные заводы входящие в группу ОМК, но ЛПК может выполнить и сторонний заказ.
Весь процесс производства организован полностью непрерывным и максимально автоматизирован. По сути вмешательства человека на всем пути от разливки стали до готового проката не требуется, машина сама контролирует большую часть технологических параметров производства, выдавая на выходе прокат строго заданных параметров. Поэтому этот прокат может использоваться для производства труб которые пригодны практически для любых условий эксплуатации.
И тут понимаешь еще один недостаток мартеновского производства — так автоматизировать его попросту невозможно. Ведь вся суть такого производства в его непрерывности, а о какой непрерывности может идти речь, если между двумя выплавками стали проходит более 7 часов? И никакие улучшения мартеновского процесса не решат этой проблемы.
Но когда я смотрел на работу электродуговой печи, меня не покидала мысль … впрочем, отбросим эти мысли, что бы я не думал, а прогресс не остановить, может когда-то люди смотрели на мартен, и думали то же, что думаю я сейчас?
Так что, прощай мартеновская печь, спасибо тебе за все, но нам нужно идти в будущее.
Кстати, а вы знали, что на «Сделано у нас» статьи публикуют посетители, такие же как и вы? И никакой премодерации, согласований и разрешений! Любой может добавить новость. А лучшие попадут в наш Телеграм @sdelanounas_ru. Подробнее о том как работает наш сайт здесь👈
Другие публикации по теме
- В конце 2023 — начале 2024 по косвенным новостям состо...читана на 400 тыс. тонн в год. https://www.met.../ru/news/167690
- Новую трёхзвёздочную гостиницу «Шухов» на набережной Верхн...bsp;витражное остекление, напоминающие о заводских цехах того времени.
- Группа ОМК на своем заводе в Пермском крае модернизировала прокат...мой продукции, также лучше стали условия труда сотрудников прокатного цеха.



Поделись позитивом в своих соцсетях
Комментарии 0