
В Перми разработали технологию упрочнения мелкомодульных зубчатых передач для авиационной техники
-
- ионное азотирование мелкомодульных зубчатых передач
- © www.procion.ru

Перспективные требования к узлам и системам аппаратов проектируемых для эксплуатации в атмосфере и космосе предусматривают увеличение ресурса при одновременном снижении массы изделий и стоимости их производства. Таким образом, требуется обеспечить развитие одновременно трёх взаимозависимых факторов, ибо только так можно соответствовать требованиям 5-го технологического уклада. Для гарантированного осуществления этой задачи необходимо применение не только современного оборудования, но и в первую очередь опережающих технологических решений, основанных на научно-исследовательских и опытно-конструкторских работах (НИОКР), принципах ноу-хау и фундаментальных знаниях. На пермском ООО «Ионные Технологии» разработана уникальная технология упрочнения мелкомодульных зубчатых передач используемых в навигационных приборах и в механизмах инерциальных систем управления и наведения. В статье представлены результаты исследований выполненных при разработки данной технологии. Статья будет интересна конструкторам авиационной и аэро-космической техники, инженерно-техническим работникам, материаловедам и всем тем, чья работа связана с металлообработкой и упрочнением сталей.
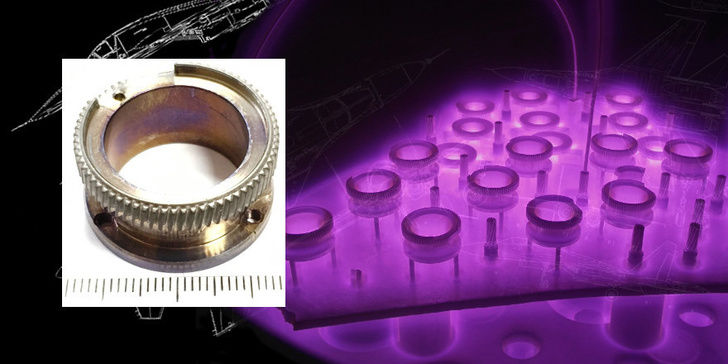
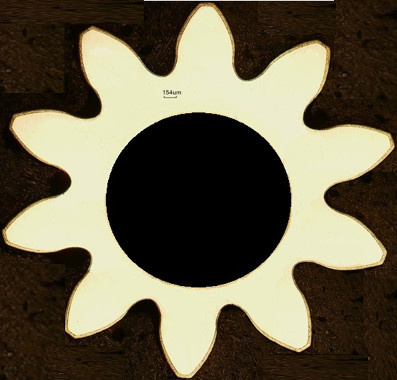
При создании как военной, так и гражданской аэро-космической техники широко используют мелкомодульные зубчатые передачи. На сегодняшний день существует проблема небольшого эксплуатационного ресурса мелкомодульных деталей (рисунок 1), в условиях воздействия интенсивной вибрации с перегрузкой 20 — 30 g. Постоянный износ также происходит в высокооборотистых многоступенчатых зубчатых передачах, используемых, например, в приборах авиагоризонта.
В 2016 году в Перми инженеры компании «Ионные Технологии» начали исследовательские работы по директивной технологии упрочнения мелкомодульных сложноконтурных зубчатых зацеплений из легированных и нержавеющих сталей, применяемых в навигационных приборах, а также в исполнительных механизмах инерциальных систем управления и наведения. Основная цель — обеспечить не менее чем 3-х кратное увеличение ресурса шестерён с модулем зуба 0,2 — 0,5 мм.
В кооперации и в интересах «Мичуринского завода «Прогресс» и АНПП «ТЕМП-АВИА» из Арзамаса были исследованы стали 38Х2МЮА, 14Х17Н2, 16Х16Н3МАД, 12Х18Н10Т, 10Х17Н13М3Т. Основным способом упрочнения было выбрано ионно-вакуумное азотирование (ИВА) — насыщение металлических изделий азотом в среднем вакууме, в котором возбуждается аномальный тлеющий электрический разряд. В результате воздействия электромагнитного поля, рабочий газ (азот, водород, аргон и др.) ионизируется, создавая вокруг катода и размещённых на катоде деталей низкотемпературную плазму, по этой причине азотирование в вакууме называют также плазменным или ионно-плазменным. Технология известна уже несколько десятков лет. В настоящее время ИВА находится в динамическом развитии, возможности постоянно совершенствуются, что позволяет стремительно расширять сферу применения, при этом многократно снижать стоимость упрочнения единицы продукции и время обработки.
-

- Упрочнение мелкомодульных зубчатых передач. Общий вид изделий.
- © www.procion.ru

Рисунок 1. Общий вид азотируемых деталей
Основные трудности при упрочнении деталей малого размера представляет адекватное определение температуры на поверхности, применение новейших бесконтактных способов упрощает этот контроль. Также малая масса изделия с развитой поверхностью определяет высокую чувствительность измерительного оборудования и требования к источнику импульсной плазмы. Для объективного представления о динамике и результатах процесса было выполнено сотни металлографических и дюрометрических исследований. В отечественной практике подобный комплекс НИОКР выполнен впервые.
Результат превзошёл планируемые показатели, в процессе работ были выявлены зависимости формирования упрочнённых слоёв на глубины от 10 до 150 мкм. Обнаружены оптимальные условия возникновения твёрдых и не хрупких нитридов с равномерным распределением по всей поверхности зуба, что и обеспечивает высокие эксплуатационные свойства изделия в целом.
За прошедшее время разработанная технология кратковременного низкотемпературного азотирования прошла серийную отработку, получены стабильные результаты, количество упрочнённых изделий составляет тысячи штук. Удалось существенно повысить контактную и усталостную прочность, износостойкость и надёжность упрочняемых изделий.
В 2018 году заключены договора на поставку оборудования с организациями, участвовавшими в работах, защищена магистерская диссертация в ПНИПУ по этой тематике, исследования продолжаются в интересах группы предприятий и КБ.
Результаты первого этапа:
Отработку режимов упрочнения мелкомодульных зубчатых передач для ответственной и специальной техники проводили на деталях типа «трибка» и «зубчатое колесо». Детали применяются в электромеханическом приводе, предназначенном для работы в координаторе для осуществления функций стабилизации и управления угловым положением нагрузки относительно двух взаимно перпендикулярных осей и формирования сигналов об угловом положении нагрузки относительно осей подвеса.
Упрочняемые изделия выполнены из сталей различных классов: мартенситно-ферритных — 14Х17Н2 (AISI431,X20CrNi72), аустенитно-мартенситных — 16Х16Н3МАД, а также конструкционной легированной стали 38Х2МЮА (1.8509). После ионного азотирования детали имеют матово-серый цвет (рис. 2в).
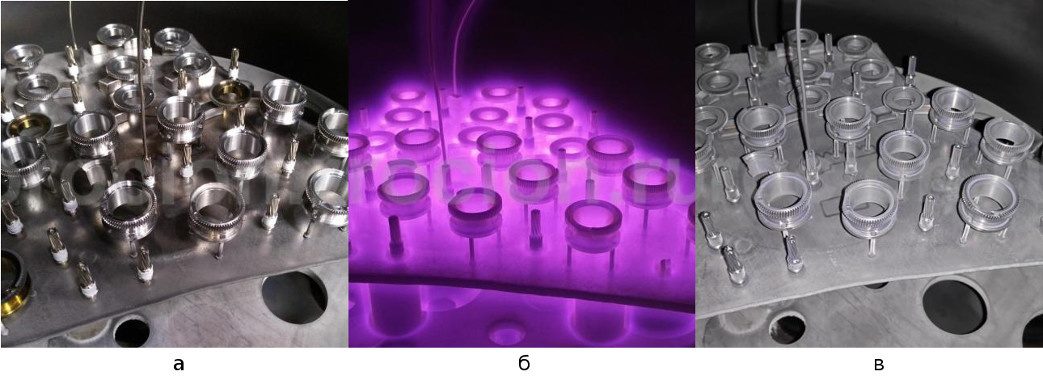
Рисунок 2. Вид деталей до (а), во время (б) и после (в) ионного азотирования
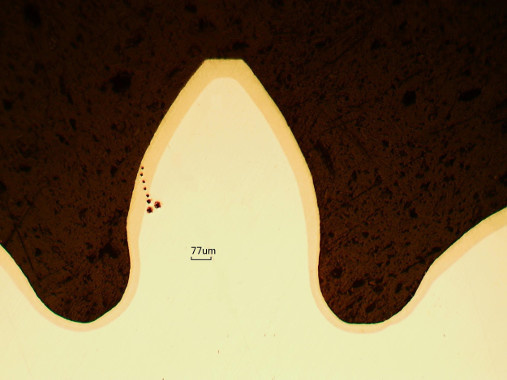
В результате ионного азотирования на деталях формируется равномерно развитый диффузионный слой, обладающий поверхностной твердостью в 3 раза большей, чем исходный металл, с одновременным отсутствием хрупкости. На рисунках 3 — 6 представлена микроструктура фрагментов деталей.
Таблица 1. Характеристики азотированного слоя на стали 16Х16Н3МАД
Поверхностная микротвердость HV 0.1, кгс/мм2 | 1000 — 1090 |
Глубина слоя по микроструктуре, hм, мкм | 25 — 30 |
Хрупкость по шкале ВИАМ | 1 балл, не хрупкий |
Таблица 2. Характеристики азотированного слоя на стали 14Х17Н2 (AISI 431, X20CrNi72)
Поверхностная микротвердость HV 0.1, кгс/мм2 | 1160 — 1200 |
Глубина слоя по микроструктуре, hм, мкм | 35 — 40 |
Хрупкость по шкале ВИАМ | 1 балл, не хрупкий |

Рисунок 3. Микроструктура фрагмента детали «Шестерня» (m = 0,2) из ст. 16Х16Н3МАД после ионного азотирования с упрочненным слоем по профилю зубьев, увеличение в 50 раз
-
- Микроструктура азотированного слоя на стали 14Х17Н2
- © www.procion.ru
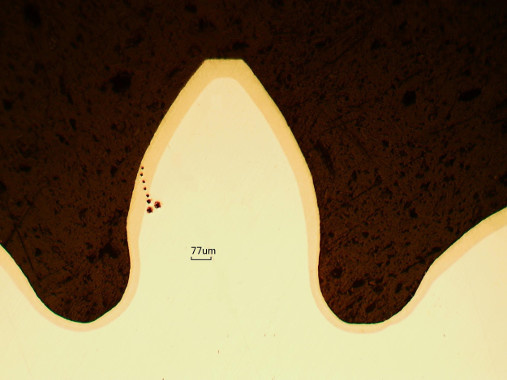
Рисунок 4. Микроструктура фрагмента детали «Трибка» из ст. 14Х17Н2 (m = 0,4) после ионного азотирования с упрочненным слоем по профилю зубьев, увеличение в 50 раз
-
- Микроструктура азотированного слоя на стали 14Х17Н2
- © www.procion.ru

Рисунок 4. Микроструктура фрагмента детали «Трибка» из ст. 14Х17Н2 (m = 0,4) после ионного азотирования с упрочненным слоем по профилю зубьев, увеличение в 50 раз
Низкотемпературные кратковременные процессы ионного азотирования обеспечивают размерную и чистовую точность (изменение размеров до 7 мкм; шероховатость Ra=0,32 — 0,16 мкм).
-
- Микроструктура азотированного слоя при увеличении в 500 раз. Упрочнение зубчатых передач.
- © www.procion.ru

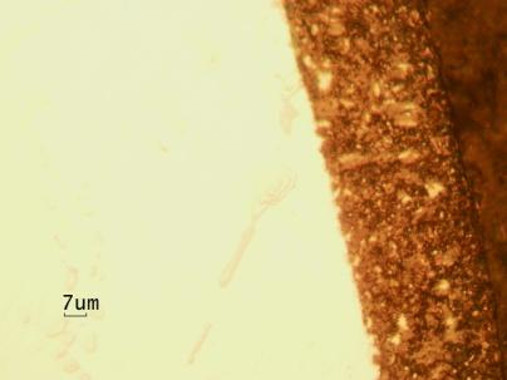
Рисунок 6. Микроструктура боковой поверхности зуба в зоне делительной окружности, увеличение в 500 раз
-

- Зависимость микротвердости от глубины азотированного слоя
- © www.procion.ru
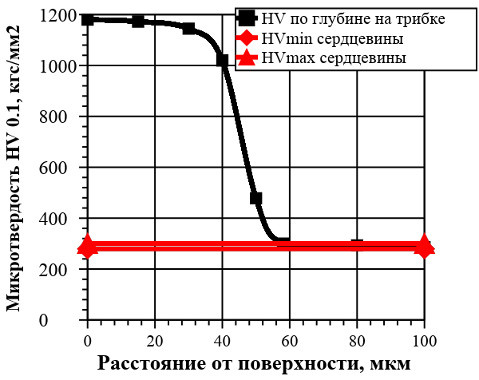
Рисунок 7. График распределения микротвердости по глубине азотированного слоя
В результате проведённого комплекса работ, увеличился эксплуатационный ресурс специальной техники более чем в три раза, что подтверждено заводскими испытаниями широкополосной случайной вибрацией (ШСВ) и опытной эксплуатацией в изделиях авиа- ракетно- космической техники. Для модернизированного электромеханического привода с новыми деталями отпала необходимость постоянной прокачки для сохранения равномерного износа зубьев.
На сегодняшний день ионно-вакуумное (плазменное) азотирование можно рассматривать, как передовую технологию поверхностного упрочнения для авиакосмической промышленности. Применение различных типов ионной химико-термической обработки (ХТО) в массовом производстве изделий военного и гражданского назначения позволяет внедрять инновационные конструкторско-технологические решения, поднять на принципиально новый уровень качество продукции, существенно снизить затраты и обеспечить многократный рост производительности труда. Ионная ХТО является экологически чистым и малозатратным процессом упрочнения, что, несомненно, ставит её в ряд природоподобных технологий.
Руководитель представительства «ИОНИТЕХ» ООД, E-mail: bogdan.ion@mail.ru | В.В. Богданов, гл. техэксперт |
ООО «Ионные технологии» E-mail: ion@procion.ru | А.В. Оборин, директор И.С. Соколова, инженер-исследователь |
АО «Мичуринский завод «Прогресс» | С.В. Юсков, гл. технолог |
ПАО АНПП «Темп-Авиа» | В.В. Палавин, зам. нач. ЦЗЛ |
Кстати, а вы знали, что на «Сделано у нас» статьи публикуют посетители, такие же как и вы? И никакой премодерации, согласований и разрешений! Любой может добавить новость. А лучшие попадут в наш Телеграм @sdelanounas_ru. Подробнее о том как работает наш сайт здесь👈
Другие публикации по теме
- Международная выставка «Металлообработка. Сварка — Урал 20...dash; МВЦ «Екатеринбург-Экспо», Екатеринбург, Экспо бульвар, 2.
- На Чебоксарском электроаппаратном заводе на площади 2000 м2 запус...Суммарно траты на запуск трех очередей составят около 1,4 млрд рублей.
- Челябинский «Техтрон-ТТ» ввёл в эксплуатацию кузнечный цех...ольше операций своими силами, не завися от сторонних организаций.



Поделись позитивом в своих соцсетях
Комментарии 0