-
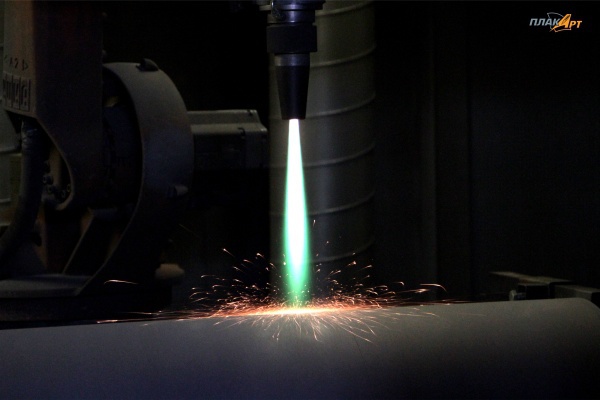
- Напыление
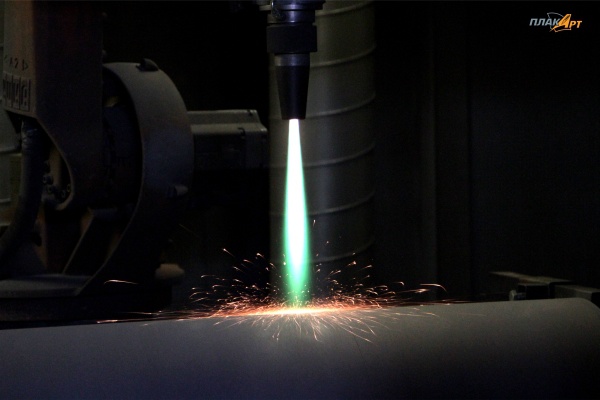
На производственных площадках ЗАО «Плакарт» уже давно освоен комплекс работ по ремонту рабочей цилиндрических поверхностей (валов, штоков, втулок, роликов) диаметром до 0,4 м и длиной до 4 м; от механической подготовки с завариванием дефектов и последующего напыления упрочняющего покрытия до финишной полировки высших классов чистоты поверхности вала. Это позволяет получить точную заданную геометрию детали и высокую износостойкость. Чем чище отполирована поверхность детали с износостойким напыленным покрытием, тем меньше износ и влияние коррозии, срок ее службы в результате комплекса проведенных работ увеличивается в 3-4 раза по сравнению с новой хромированной деталью.
Финишная чистота обработки поверхности до 14 класса означает увеличение качества восстановленной поверхности и снижение рисков налипания, в итоге — высокое качество выпускаемой на вале продукции.
Этапы восстановления вала. Замена хромированного покрытия на каландровых валах