-
1 ноября 2023 года энергоблок № 2 Белорусской АЭС (генеральный проектировщик и генеральный подрядчик — Инжиниринговый дивизион Госкорпорации «Росатом») принят в промышленную эксплуатацию.
 © ase-ec.ru
© ase-ec.ruПриемочная комиссия подписала акт приемки в эксплуатацию пускового комплекса блока. Станция стала первым полностью реализованным зарубежным проектом «Росатома» с реакторами ВВЭР-1200.
-
 © tass.ru
© tass.ru13 мая в 13-24 час. на Белорусской АЭС состоялось первое включение в сеть второго энергоблока, в объединенную энергосистему страны выданы первые киловатт-часы электроэнергии. Об этом сообщила пресс-служба Минэнерго Белоруссии.
Как отметил глава ведомства, осуществлен один из самых важных подэтапов энергетического пуска блока. По его словам, пуск стал результатом масштабной работы, связанной с наладкой и монтажом оборудования, подготовительными операциями перед толчком турбины и тестирование ее работы на холостом ходу.
-
 _12 © belatom.by
_12 © belatom.by22 декабря 2021 года, в профессиональный праздник — День энергетика, на втором энергоблоке Белорусской АЭС началась загрузка свежего ядерного топлива.
Всего в реактор будут загружены 163 тепловыделяющие сборки. Каждая состоит из 312 тепловыделяющих элементов диаметром 9 мм и высотой около 4 м. Вес топлива в одной тепловыделяющей сборке — 571 кг.
Топливо изготовлено на Новосибирском заводе химконцентратов (ПАО «НЗХК», предприятие Топливной компании Росатома «ТВЭЛ»).
По завершении загрузки топлива реактор будет выведен на минимально контролируемый уровень (до 1%) мощности с проведением соответствующих исследований.
-
 © www.atominfo.ru
© www.atominfo.ruНа втором энергоблоке Белорусской атомной электростанции завершился важнейших этап пусконаладочных работ — горячая обкатка реакторной установки, сообщает телеграм-канал министерства энергетики Белоруссии.
Работы осуществлялись в условиях загрузки реактора имитаторами тепловыделяющих сборок.
За время горячей обкатки проведено около 300 испытаний основного и вспомогательного оборудования и технологических систем реакторной установки, в том числе самого реактора, парогенераторов, главных циркуляционных насосов, а также систем безопасности, управления и защиты реактора.
Испытания подтвердили соответствие оборудования и технологических систем проектным характеристикам.
В соответствии с программой предпусковых наладочных работ следующим этапом станет ревизия основного и вспомогательного оборудования реакторной установки.
-
 © www.rosatom.ru
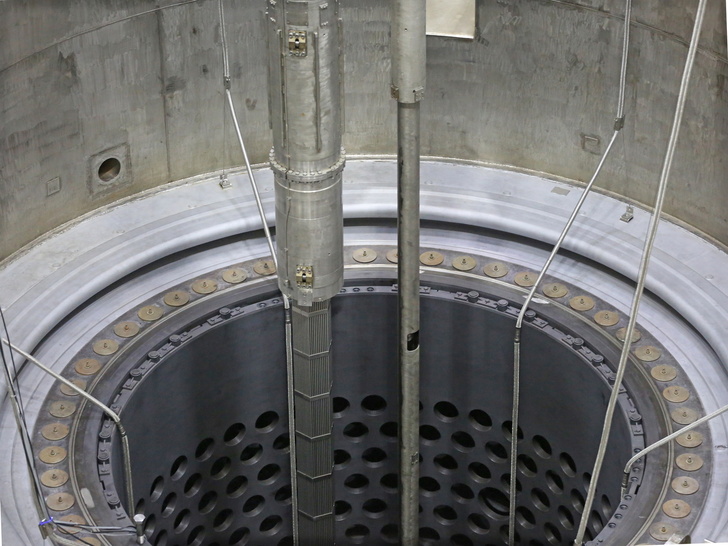
© www.rosatom.ruСпециалисты завершили сборку реактора второго энергоблока Белорусской АЭС (генеральный проектировщик и генеральный подрядчик — Инжиниринговый дивизион Госкорпорации «Росатом»).
Процесс сборки включал установку внутрикорпусных элементов, загрузку в реактор имитаторов тепловыделяющих сборок (ИТВС), установку блока защитных труб и верхнего блока — крышки реактора.В ближайшие дни специалисты приступят к заполнению первого контура химически обессоленной водой и, после получения соответствующих разрешений, начнут этап основных гидравлических испытаний, предшествующих физическому пуску энергоблока.
-
 © belaes.by
© belaes.by12 января в 19.57 первый энергоблок Белорусской атомной электростанции выведен на номинальный уровень мощности.
Тепловая мощность блока составляет 3 200 МВт, электрическая мощность — 1170 МВт. На этом уровне мощности на энергоблоке в соответствии с программой этапа опытно-промышленной эксплуатации продолжатся статические и динамические испытания.
После их успешного завершения в течение 15 суток будет проведено комплексное опробование оборудования и систем энергоблока на номинальной мощности.
В промышленную эксплуатацию энергоблок в установленном порядке будет принят приемочной комиссией после успешного завершения комплексного опробования оборудования.
-
 © belaes.by
© belaes.byВсе предусмотренные им технические мероприятия и испытания выполнены. Всего проведено 246 испытаний, в том числе — режима сброса нагрузки турбогенератора энергоблока с 500 МВт до нуля. 21 декабря в 19.48 турбогенератор первого энергоблока снова подключен к энергосистеме с последующим набором мощности до 500 МВт.
Начался этап опытно-промышленной эксплуатации.Результаты испытаний на данном этапе должны подтвердить проектные показатели надежности и безопасности всех систем и оборудования.
После достижения каждого уровня мощности реакторной установки (75 — 90 — 100%) испытания будут осуществляться со сбросами нагрузки. В рамках программы предусмотрены и плановые остановки энергоблока.
Сегодня на первом энергоблоке приступили к испытаниям оборудования на уровне мощности реакторной установки 75% от номинальной.
-
 © rosatom.ru
© rosatom.ru3 ноября в 12:03 первый энергоблок Белорусской АЭС (генеральный проектировщик и генеральный подрядчик — Инжиниринговый дивизион Госкорпорации «Росатом») поколения III+ с реактором ВВЭР-1200 впервые синхронизирован с сетью и выдал первые киловатт-часы электрической энергии в единую энергосистему Республики Беларусь.
-
30 октября 2020 года на Белорусской АЭС (генеральный проектировщик и генеральный подрядчик — Инжиниринговый дивизион Госкорпорации «Росатом») специалисты выполнили одну из самых важных операций на этапе подготовки блока к началу выработки электроэнергии — вывод на номинальные обороты холостого хода (без включения в сеть) роторов турбоагрегата. Момент начала их вращения специалисты называют «толчком турбины».
 © newsarium.org
© newsarium.org«Турбоагрегат в соответствии с программой испытаний выведен на номинальные обороты. Все показатели, включая вибрационное состояние, в норме, что позволяет нам приступить к программе испытаний турбины (на холостом ходу) и генератора перед включением в сеть», — подвел итог прошедшего события вице-президент, директор проекта по сооружению Белорусской АЭСАО ИК «АСЭ» Виталий Полянин.
-
 © rosatom.ru
© rosatom.ru30 октября 2020 года на Белорусской АЭС (генеральный проектировщик и генеральный подрядчик — Инжиниринговый дивизион Госкорпорации «Росатом») специалисты выполнили одну из самых важных операций на этапе подготовки блока к началу выработки электроэнергии — вывод на номинальные обороты холостого хода (без включения в сеть) роторов турбогенератора.
Момент начала их вращения специалисты называют «толчком турбины»."Турбоагрегат в соответствии с программой испытаний выведен на номинальные обороты. Все показатели, включая вибрационное состояние, в норме, что позволяет нам приступить к программе испытаний турбины (на холостом ходу) и генератора перед включением в сеть", — подвел итог прошедшего события вице-президент, директор проекта по сооружению Белорусской АЭСАО ИК «АСЭ» Виталий Полянин.
-
 © ase-ec.ru
© ase-ec.ruСпециалисты приступили к испытаниям систем безопасности первого контура реакторной установки энергоблока № 2 Белорусской АЭС (генеральный проектировщик и генеральный подрядчик — Инжиниринговый дивизион Госкорпорации «Росатом»). Они проводятся на разуплотнённом контуре.
-
 © rosatom.ru
© rosatom.ru7 августа на первом энергоблоке Белорусской АЭС (генеральный проектировщик и генеральный подрядчик — Инжиниринговый дивизион Госкорпорации «Росатом») началась загрузка ядерного топлива. В 11:45 в активную зону реактора была загружена первая тепловыделяющая сборка (ТВС) со свежим ядерным топливом. До конца месяца последовательно будут загружены 163 тепловыделяющие сборки.
Комплектным поставщиком ключевого оборудования ядерного острова для Белорусской АЭС является АО «Атомэнергомаш».Топливо произведено на Новосибирском заводе химконцентратов (ПАО «НЗХК»), уровень обогащения варьируется от 1,3 до 4,4%.
-
 https://eurasia.expert/upload/iblock/21d/21d8802f8c5d20f00cbee30e25280140.jpg © eurasia.expert
https://eurasia.expert/upload/iblock/21d/21d8802f8c5d20f00cbee30e25280140.jpg © eurasia.expertДепартамент по ядерной и радиационной безопасности Министерства по чрезвычайным ситуациям Республики Беларусь (Госатомнадзор) выдал разрешение на загрузку свежего ядерного топлива в реактор энергоблока № 1 Белорусской АЭС (генеральный проектировщик и генеральный подрядчик — Инжиниринговый дивизион Госкорпорации «Росатом»).
В соответствии с законодательством Республики Беларусь, специалисты Госатомнадзора провели целевую проверку, которая подтвердила готовность технологических систем, оборудования, персонала атомного энергоблока и эксплуатационной документации к началу этапа физического пуска. В ближайшие дни в реактор первого энергоблока будет загружена первая из 163 тепловыделяющих сборок (ТВС), после чего специалисты приступят к сборке реакторной установки.
-
 © ase-ec.ru
© ase-ec.ruНа первом энергоблоке Белорусской АЭС (генеральный проектировщик и генеральный подрядчик — Инжиниринговый дивизион Госкорпорации «Росатом») успешно завершился один из важнейших и самый масштабный этап программы подготовки атомного объекта к вводу в эксплуатацию — горячая обкатка (ГО) реакторной установки (РУ).
В ходе горячей обкатки, проходившей с 11 декабря 2019 года, специалисты выполнили 242 различных испытания, основная цель которых — подтверждение соответствия систем и оборудования ядерного острова проектным характеристикам при работе на номинальных параметрах, а также при разогреве и расхолаживании РУ перед энергетическим пуском энергоблока.
На рабочих параметрах (при давлении в первом контуре — 160 кг/кв. см и температуре +2800С) проведена проверка работоспособности всех четырех главных циркуляционных насосов, продувка собственным паром главных паропроводов, проверена работоспособность систем управления и защиты реакторной установки и электропитания собственных нужд. Выполнены испытания главных предохранительных клапанов парогенераторов, компенсатора давления и многие другие операции.
-
 © rosatom.ru
© rosatom.ru11 декабря на первом энергоблоке Белорусской АЭС специалисты приступили к самому масштабному этапу пуско-наладочных работ перед началом физического пуска — горячей обкатке реакторной установки (РУ).
Со слов вице-президента-директора проекта по сооружению Белорусской АЭС АО ИК «АСЭ» Виталия Полянина, системы и оборудование, помещения, персонал, документация всех подразделений заказчика, а также специалисты наладочной организации «Атомтехэнерго» и генерального подрядчика полностью готовы к началу разогрева РУ до параметров «горячего» состояния в соответствии с требованиями технологического регламента безопасной эксплуатации энергоблока № 1 Белорусской АЭС и этапной программы препусковых наладочных работ. Соответствующее одобрение получено и от Госатомнадзора Республики Беларусь.
В ходе горячей обкатки специалисты проверят работоспособность основного оборудования энергоблока на соответствие требованиям проектной документации, включая соответствие нормам безопасности при эксплуатации. «Мы вышли на финишную прямую программы подготовки энергоблока к сдаче в эксплуатацию, — отметил Виталий Полянин. — Следующий этап после завершения горячей обкатки, в соответствии с планом подготовки энергоблока к физическому пуску, — ревизия основного и вспомогательного оборудования первого и второго контуров энергоблока».
-
 © img4.eadaily.com
© img4.eadaily.comНа первом энергоблоке Белорусской АЭС (генеральный проектировщик и генеральный подрядчик — АСЭ, инжиниринговый дивизион госкорпорации «Росатом»)
01.09.2019 успешно выполнены гидравлические испытания систем и оборудования первого контура на плотность и прочность давлением 24,5 МПа.«Высокая готовность блока позволили нам выполнить „горячую“ гидравлику трубопроводов и оборудования первого контура на подэтапе А-1 „Испытание и опробование оборудования“ этапной программы предпусковых наладочных работ энергоблока № 1», — отметил вице-президент-директор проекта по сооружению Белорусской АЭС АО ИК «АСЭ» Виталий Полянин, говоря о значимости события.
«Испытания заняли немногим более суток и прошли практически на одном дыхании — несколько незначительных замечаний было устранено в процессе подъёма давления при выполнении работ по программе».
В настоящее время специалисты приступили к выполнению испытаний систем безопасности на уплотнённый первый контур, также перенесённых с подэтапа А-3.1, после чего гидравлическим испытаниям на прочность и плотность подвергнутся трубопроводы и оборудования второго контура на давление 11,5 МПа, выполнить которые планируется в первой декаде сентября.
-
-

- © seogan.ru
АО «СвердНИИхиммаш» (входит в машиностроительный дивизион Росатома — Атомэнергомаш) завершило поставку комплекса оборудования для обращения с материалами и компонентами, не подлежащими дальнейшему использованию, для строящегося энергоблока № 1 Белорусской АЭС. Соответствующий контракт на разработку и изготовление оборудования был заключен в октябре 2017 года с АО ИК «АСЭ» на сумму более 66 млн рублей.
-
-
-

- https://neftegaz.ru/upload/iblock/31a/31a7e5ec7390b7a84fb5494c399f80e3.jpg
- © neftegaz.ru
На втором энергоблоке Белорусской АЭС (генеральный проектировщик и генеральный подрядчик — АСЭ, Инжиниринговый дивизион Госкорпорации «Росатом») завершен один из самых трудоемких процессов - натяжение пучков системы преднапряжения защитной оболочки (СПЗО).
СПЗО является частью внутренней защитной оболочки здания реактора. Включает 126 пучков, в каждом из которых — 55 высокопрочных арматурных канатов, состоящих из семи проволок толщиной пять миллиметров.
Работы по натяжению СПЗО выполнялись специалистами ООО «СТС» в 7 этапов. Каждый из 126 пучков натягивался с двух сторон при помощи специальных гидравлических домкратов с усилием более 1200 тонн. Работы по натяжению горизонтальных и вертикальных пучков велись одновременно в течение 51 дня.
-
-
На энергоблоке № 1 Белорусской АЭС (генеральный подрядчик сооружения — АСЭ (Атомстройэкспорт), инжиниринговый дивизион Госкорпорации «Росатом») специалисты приступили к монтажу внутрикорпусных устройств. Монтаж оборудования выполняется в рамках этапа контрольной сборки реактора.
«Контрольная сборка реактора — это регламентная операция в процессе сооружения любого атомного объекта. Цель данной операции — подтвердить соответствие оборудования реакторной установки проектным характеристикам. В общей сложности до момента загрузки топлива реактор собирается трижды, и это позволяет обеспечить безопасную работу реакторной установки в период эксплуатации», — отметил вице-президент АО ИК «АСЭ» — директор проекта по сооружению Белорусской АЭС Виталий Полянин.
Первая контрольная сборка была проведена на заводе-изготовителе, вторая ведется в настоящее время. После этого будет проведена ревизия оборудования и реактор соберут третий раз.
В ближайшее время в реактор будут установлены внутрикорпусная шахта, выгородка и блок защитных труб, после чего будет проведена проверка соответствия зазоров оборудования проектным значениям. Затем в реактор будут загружены 163 имитатора тепловыделяющих сборок.
-
Начала работу пускорезервная котельная энергоблока № 1 Белорусской АЭС.
-

- © www.atominfo.ru
В настоящее время все четыре паровых электродных котла, размещённых в здании пускорезервной котельной (ПРК), выведены на 20% проектной мощности.
Это позволило начать выработку насыщенного пара для технологических нужд АЭС, в том числе и для подачи пара в отопительные системы помещений вспомогательных объектов пускового комплекса энергоблока № 1 Белорусской АЭС.
По мере готовности отопительных систем к ПРК будут подключены все объекты энергоблока.
«Начало работы ПРК позволяет обеспечить оптимальный температурный режим для бесперебойного ведения строительных, монтажных и пусконаладочных работ на всех объектах пускового комплекса первого энергоблока в зимний период», — подчеркнул вице-президент-директор проекта по сооружению Белорусской АЭС АО ИК «АСЭ» Виталий Полянин, говоря о значимости события.
На этапе сооружения атомных энергоблоков производимый ПРК пар используется при проведении важнейших пуско-наладочных операций: горячей обкатки реакторной установки и пробного набора вакуума в конденсаторе турбины.
В период эксплуатации оборудование котельной задействовано в планово-предупредительных ремонтах, а также обеспечивает безопасную работу энергоблока в случае аварийного отключения.
-



















