© aem-group.ru
© aem-group.ru
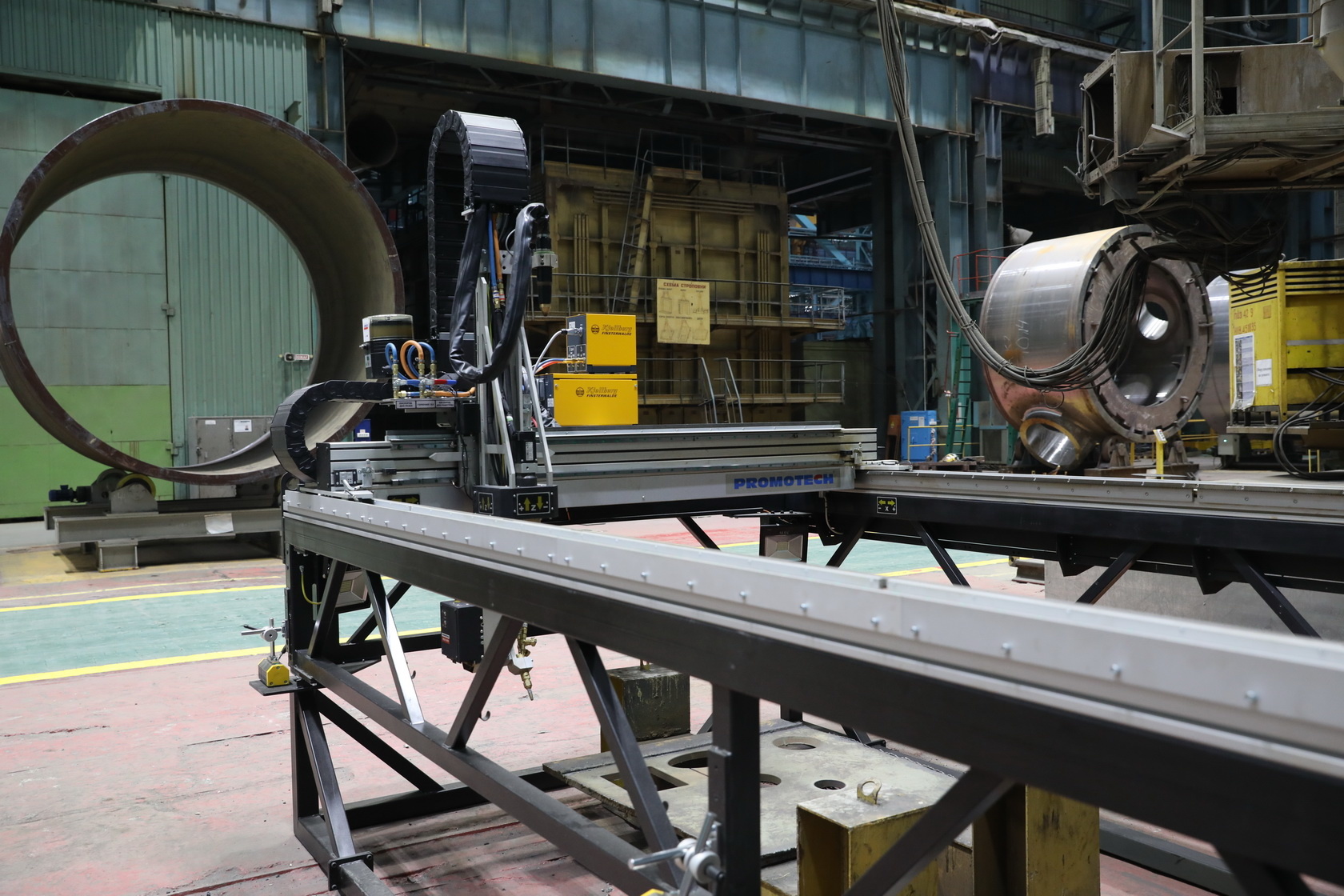
В Волгодонском филиале АО «АЭМ-технологии» «Атоммаш» (входит в машиностроительный дивизион Росатома — Атомэнергомаш) запущен в эксплуатацию уникальный горизонтальный фрезерно-расточной станок с ЧПУ компании «ŠKODA».
Оборудование такого типа запускается на Атоммаше впервые за 40 лет. Совместно с использованием уже имеющихся обрабатывающих центров — Атоммаш сможет обеспечить максимальную загрузку производства.
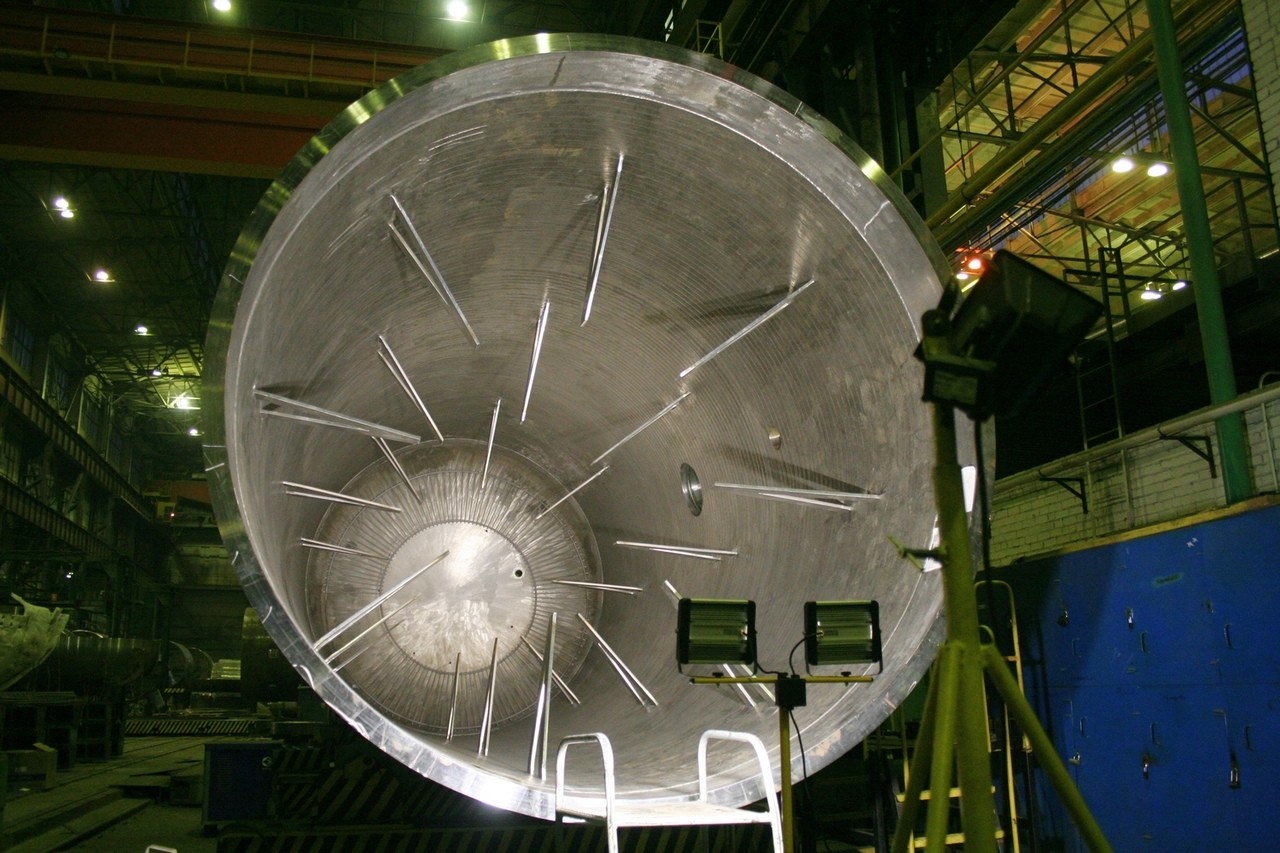
В рамках инвестиционной программы продолжается модернизация производственных мощностей. Только за последние два года ввели в эксплуатацию около 15 обрабатывающих центров и сварочных установок. В течение этого года программа продолжит свою реализацию. На завод должно поступить еще 11 видов оборудования.