Компания «АЭМ-технологии» (входит в машиностроительный дивизион Росатома — Атомэнергомаш) завершила изготовление и отгрузку комплекта ёмкостей системы аварийного охлаждения активной зоны (САОЗ) для второго энергоблока Белорусской атомной станции.
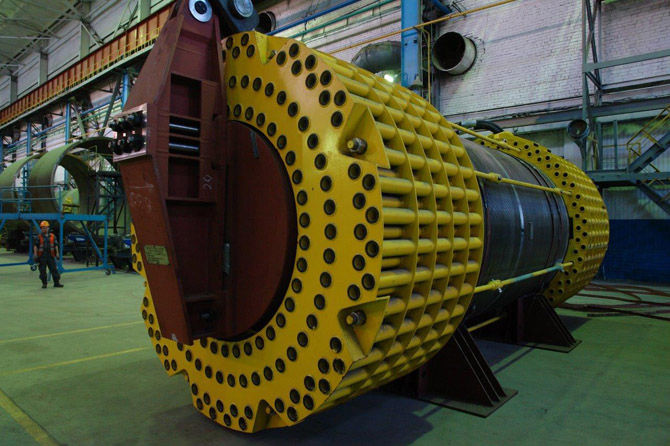
Ёмкости САОЗ были изготовлены на Петрозаводском филиале АО «АЭМ-технологии» «Петрозаводскмаш». В процессе изготовления ёмкости подвергались тщательному контролю, включая рентгеновский, ультразвуковой контроли, цветную дефектоскопию. Ключевой контрольной операцией стали гидравлические испытания, которые все четыре ёмкости комплекта успешно выдержали.
Приёмку оборудования на территории завода-изготовителя осуществляла комиссия, в состав которой входили в том числе представители контролирующей организации АО «ВПО «ЗарубежАтомЭнергоСтрой» (АО «ВПО «ЗАЭС»), конечного заказчика Белорусской АЭС, Департамента по ядерной и радиационной безопасности Министерства по чрезвычайным ситуациям Республики Беларусь (Госатомнадзор РБ). Нужно отметить, что Петрозаводскмаш изготовил эти изделия с опережением контрактных сроков на несколько месяцев. Ёмкости отгружены заказчику железнодорожным транспортом.
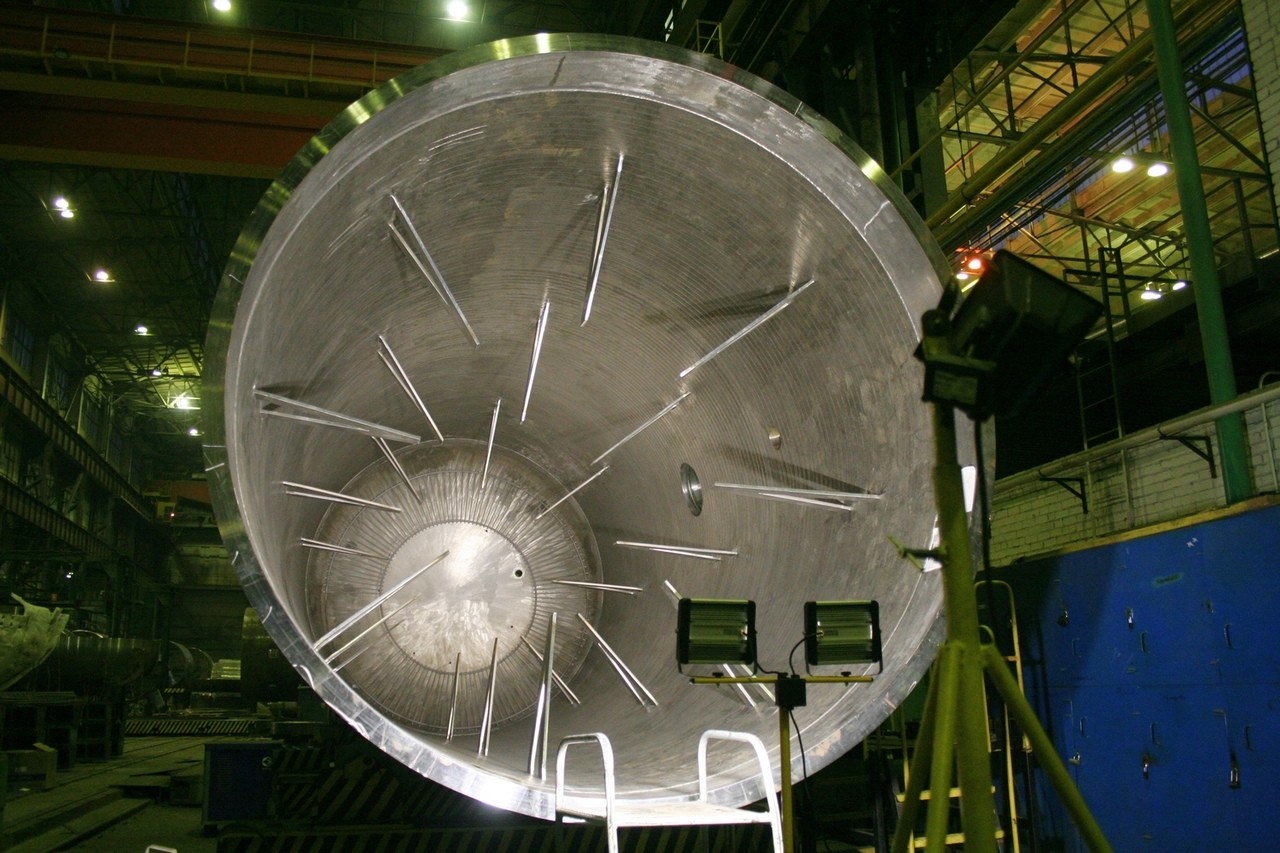
САОЗ относится к пассивным системам безопасности АЭС и включает в себя 4 гидроёмкости, каждая из которых представляет собой толстостенный сосуд из двухслойной плакированной стали объёмом 60 кубических метров, весом около 75 тонн. На станции ёмкости заполнят водным раствором борной кислоты. При падении давления в первом контуре ниже определённого уровня происходит автоматическая подача жидкости в реактор и охлаждение активной зоны.
 © rosatom.ru
© rosatom.ru