Волгодонский филиал «АЭМ-технологии» (входит в машиностроительный дивизион Росатома — Атомэнергомаш) модернизировал нагревательную печь.
Оборудование прошло полный ремонт: от старой печи остался только металлический каркас и части механизмов передвижения заслонки пода. В печи заменили систему газо- и воздухоснабжения, дымоудаления, огнеупорную футеровку. Установили современные элементы автоматизированного управления, обеспечивающие высокое качество нагрева и термической обработки, простоту и надежность эксплуатации печи. Программа запускается автоматически с компьютера и исключает возможность работы с ошибочными режимами обработки. Также появилась улучшенная система безопасности. Компьютер контролирует давление и температуру в оборудовании и при малейшей утечке газа производит отключение печи. Кроме того, после модернизации нагревательная печь потребляет на 30% меньше газа и электричества.
Проведенные испытания показали высокую точность печи и подтвердили качественное выполнение требований технического задания. В настоящее время выполнен ввод оборудования в эксплуатацию и печь уже приняла на термообработку свои первые детали.
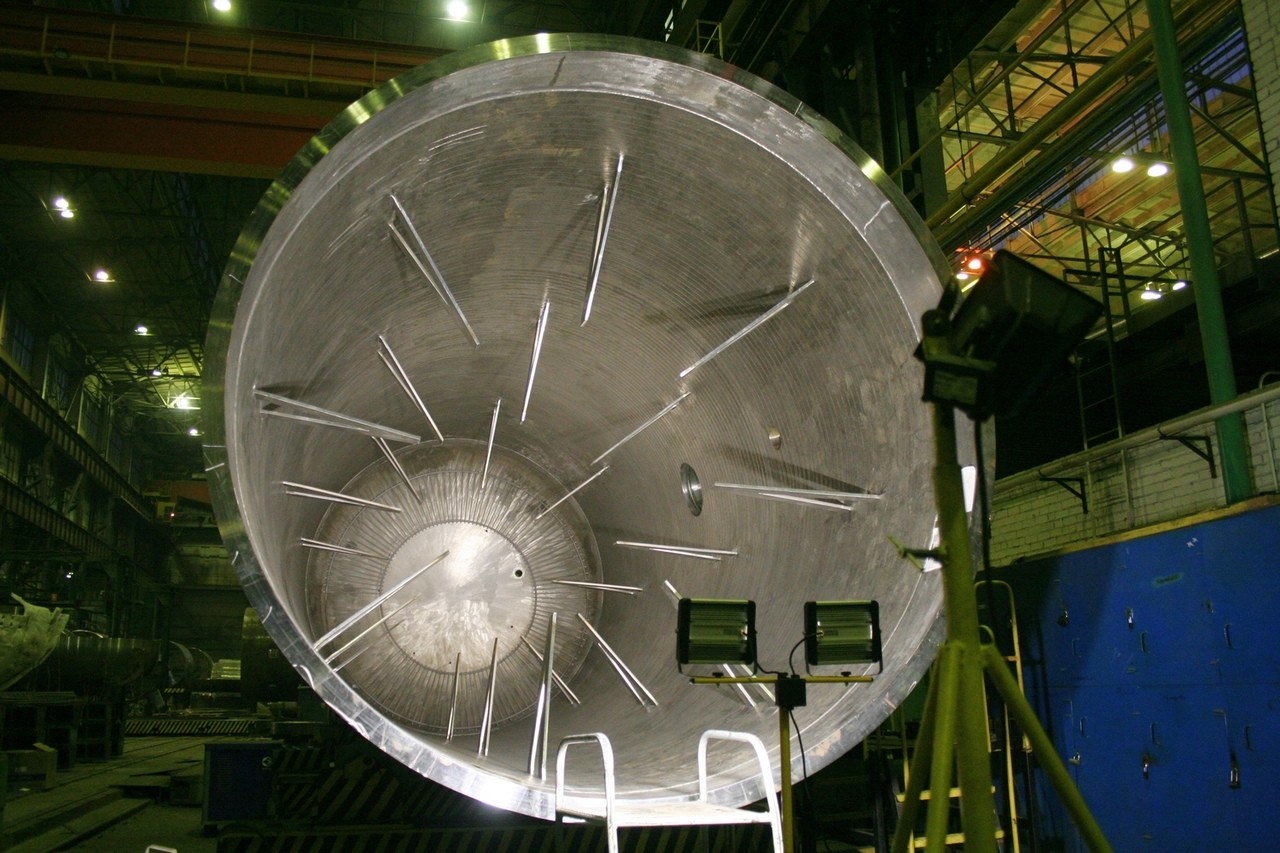
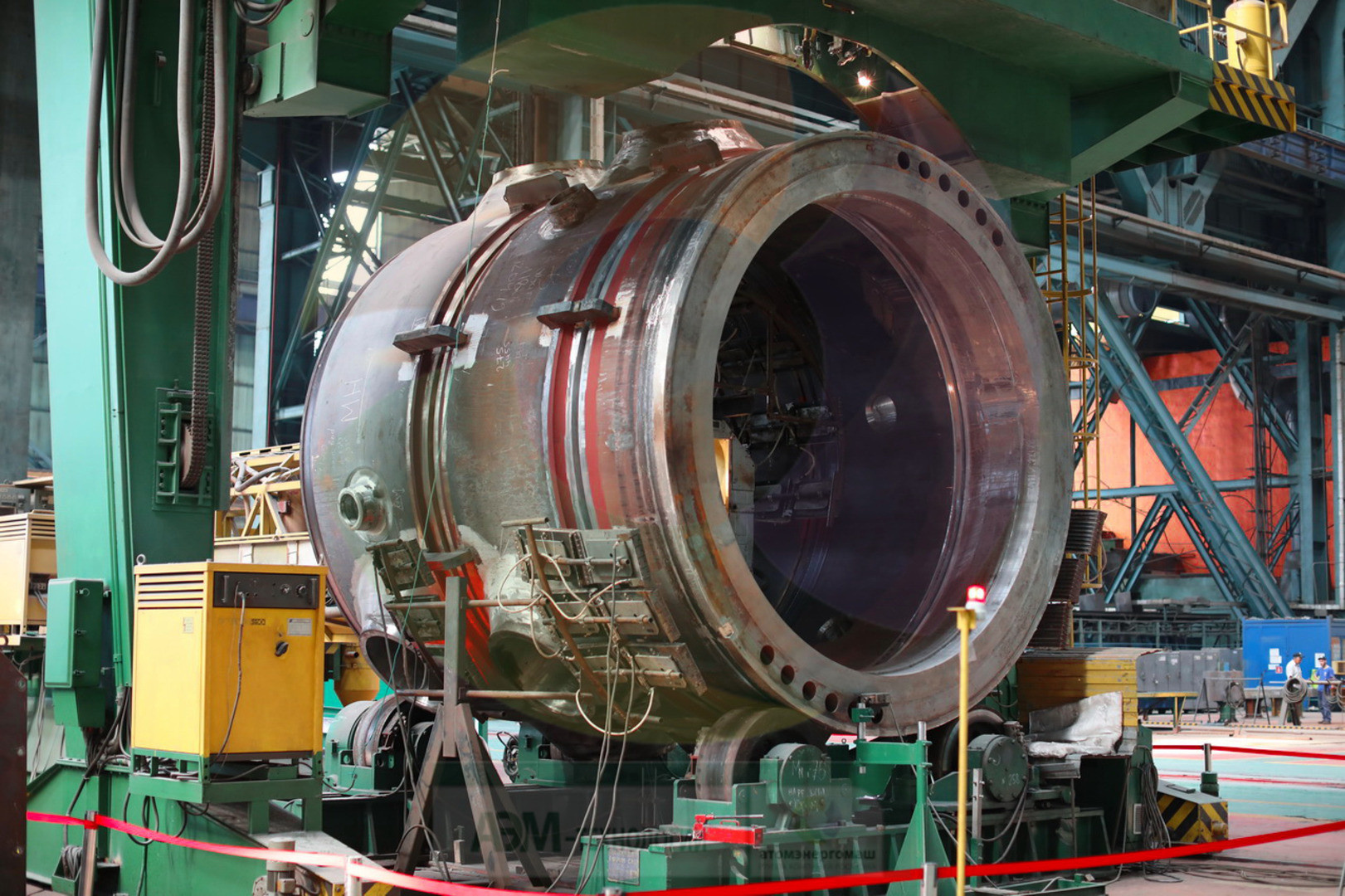
Нагревательная печь позволяет проводить термическую обработку крупногабаритных изделий, в том числе корпусов реактора, парогенератора, емкостного и колонного оборудования.
Таких крупных печей на Атоммаше две: в ширину и высоту размер оборудования достигает 10 метров, в глубину — 25, грузоподъемность— 650 тонн. Обновленное оборудование позволит обеспечить выполнение растущей производственной программы предприятия.
 © sun9-37.userapi.com
© sun9-37.userapi.com