
Композитный дивизион «Росатома» выпустил 500-ю ветролопасть на заводе в Ульяновске. Предприятие работает с 2024 года и за это время вышло на серийный выпуск, закрывая потребности российских ветропарков и зарубежных проектов.
Композитный дивизион «Росатома» выпустил 500-ю ветролопасть на заводе в Ульяновске. Предприятие работает с 2024 года и за это время вышло на серийный выпуск, закрывая потребности российских ветропарков и зарубежных проектов.
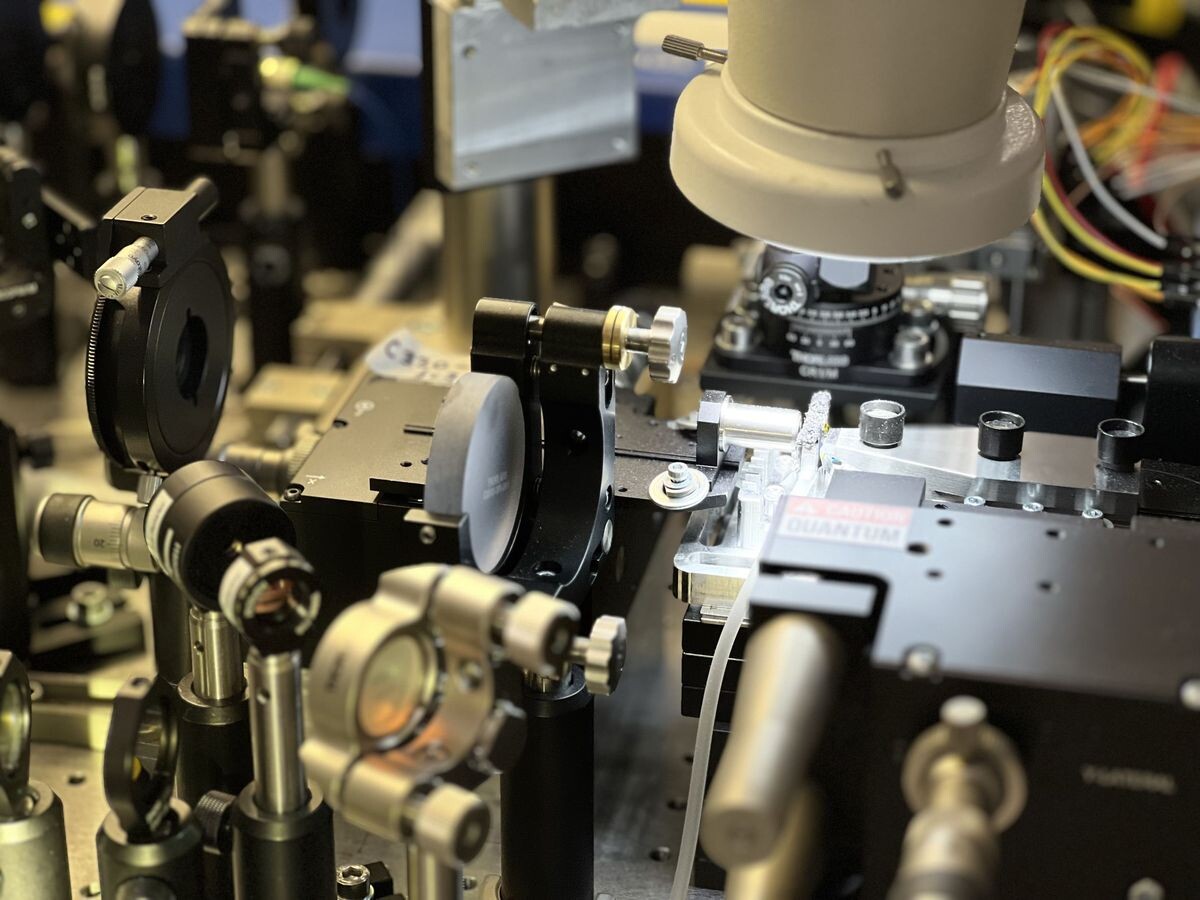
Российские учёные создали компактный источник квантового «сжатого» света на чипе. Это первая подобная разработка в стране и одна из первых в мире. Её авторы — научные группы Квантового центра под руководством Игоря Биленко и Дмитрия Чермошенцева. Работа выполнена в рамках российской дорожной карты по развитию квантовых вычислений.

На втором энергоблоке АЭС «Аккую» в Турции завершили формирование герметичной зоны реакторного здания. Купол внутренней защитной оболочки установлен в проектное положение. Операция по подъёму заняла около семи часов. Работы выполнялись с применением тяжёлого самоходного гусеничного крана. После установки купола строителям предстоит сварить его с цилиндрической частью оболочки. Это сформирует герметичный объём реакторного отделения. Затем продолжатся работы по армированию и бетонированию защитной оболочки, сообщили в Росатом.

В «Росатоме» сообщили о завершении строительства первого энергоблока АЭС «Аккую» в Турции. На площадке уже стартовали холодные гидравлические испытания реактора.

На четвёртом энергоблоке Ленинградской АЭС-2 началось сооружение шахты реактора. В ближайшие три месяца строители возведут первые пять ярусов — суммарной высотой более девяти метров, рассказали в Росатом.

На стройплощадке энергоблока БРЕСТ-ОД-300 в Северске залили фундамент под турбоагрегат. За сутки строители уложили 578 кубометров тяжёлого бетона.
Фундамент получился не просто мощным, а с виброизоляцией — в нём установили 36 пружинных элементов. Они снизят нагрузку от работающей турбины на колонны и соседнее оборудование. Через две недели бетон наберёт прочность, и начнётся следующий этап: монтажники установят опорные закладные плиты для турбины и генератора, которые потом зальют безусадочным раствором.

Первый энергоблок Ростовской АЭС включили в сеть после капитального ремонта с модернизацией. Он стартовал 21 марта и стал самым продолжительным за всю историю блока, который в этом году отмечает 25-летие промышленной эксплуатации. Работы завершились на 10 суток раньше запланированного срока.

Сотрудники АО «Хиагда» (Горнорудный дивизион «Росатома») начинают использовать экзоскелеты. Их внедряют на участке переработки продуктивных растворов при приготовлении нитрита натрия.
Новое оборудование принимает на себя до 70 процентов статической и динамической нагрузки, защищая позвоночник и суставы. Экзоскелеты активно поддерживают мышцы спины и рук, позволяя сотрудникам сохранять высокую работоспособность в течение всей смены.

На Балаковской АЭС завершили замену двух парогенераторов на третьем энергоблоке. Это была плановая операция в рамках капитального ремонта. Новое оборудование изготовили на заводе «Атоммаш» в Волгодонске с учётом современных требований к безопасности и эффективности.

В России продолжается работа над созданием термоядерной установки нового поколения — токамака с реакторными технологиями (ТРТ). Его главная особенность: электромагнитная система из высокотемпературного сверхпроводника второго поколения (ВТСП-2).

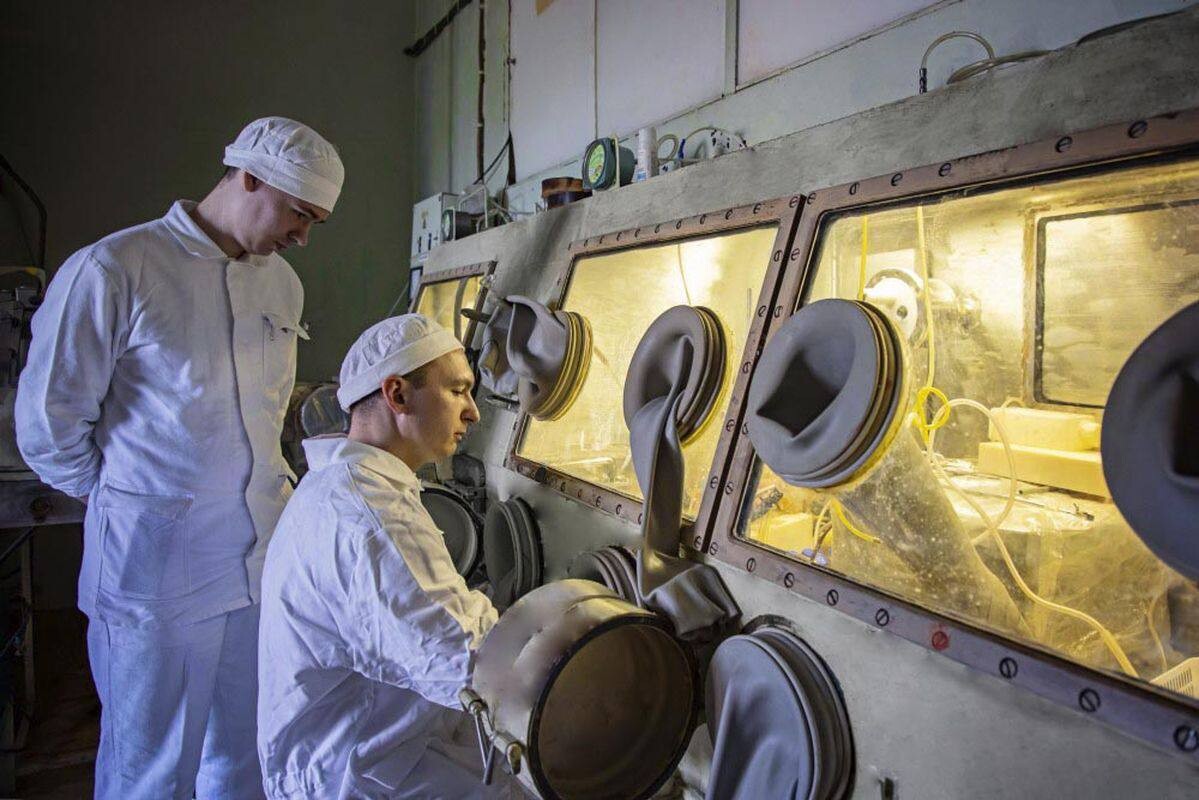
НИИ НПО «ЛУЧ» совместно с «Гиредметом» в рамках программы Минпромторга «Развитие электронного машиностроения на период до 2030 года» организовали в России промышленное производство особо чистых красного фосфора и оксихлорида фосфора. Эти вещества являются критически важными для производства полупроводниковых компонентов — чипов, транзисторов, диодов, интегральных схем.
Ранее Россия импортировала более 80% этих материалов из Китая и стран Европы. Современные требования к чистоте красного фосфора для ионной имплантации составляют 99,9999% (шесть девяток).

Температура плазмы в реакторе ИТЭР достигнет 300 миллионов градусов. Для такого нагрева нужны системы колоссальной сложности, и помогать в этом будут российские гиротронные комплексы.

На третьем энергоблоке Ленинградской АЭС смонтировали первую систему безопасности — так называемую «ловушку расплава». Нижнюю плиту устройства локализации расплава установили в бетонную шахту реактора с опорой на ферму-консоль.

На строящемся энергоблоке № 1 турецкой АЭС «Аккую» (генеральный подрядчик — госкорпорация «Росатом») завершилась загрузка имитационных тепловыделяющих сборок в реактор. Операция прошла под надзором местного ядерного регулятора и в полном соответствии с требованиями безопасности.

«Росатом» выводит на рынок аппарат для гемодиализа «САТИС». Презентация прошла в Санкт-Петербурге на XXI Общероссийской конференции Российского диализного общества — это одно из самых крупных отраслевых событий в стране по нефрологии и заместительной почечной терапии.

На Машиностроительном заводе в Электростали (входит в Топливный дивизион «Росатома») изготовили ядерное топливо для стартовой загрузки реактора четвёртого энергоблока индийской АЭС «Куданкулам». Продукцию приняли с участием представителей заказчика — Корпорации по атомной энергии Индии, сообщили в Росатом.
Тепловыделяющие сборки для реактора ВВЭР-1000 сделаны в рамках контракта «ТВЭЛ» на топливообеспечение блоков № 3 и № 4 на весь срок их службы. Стартовую загрузку для третьего блока ранее изготовили на Новосибирском заводе химконцентратов и поставили в Индию в декабре 2025 года.

В Джизакской области Узбекистана залили первый бетон в фундамент первого энергоблока атомной станции малой мощности. Проект реализует российская госкорпорация «Росатом». Это первая АЭС в истории Узбекистана.
Церемония прошла 4 июня на площадке в Фаришском районе.

На строительную площадку доставлены четыре парогенератора. Их изготовили на заводе «Атоммаш» в Волгодонске, а затем отправили морским путём — расстояние от России до Турции составило около 3 тысяч километров. После разгрузки судна оборудование перевезли на самоходных колёсных платформах на временный склад.
Из редкого изотопа берклия-249 сделали сегменты мишени. Их отправят в лабораторию ядерных реакций им. Флёрова Объединённого института ядерных исследований (ОИЯИ), где будут использовать в экспериментах по синтезу и изучению сверхтяжёлых элементов.
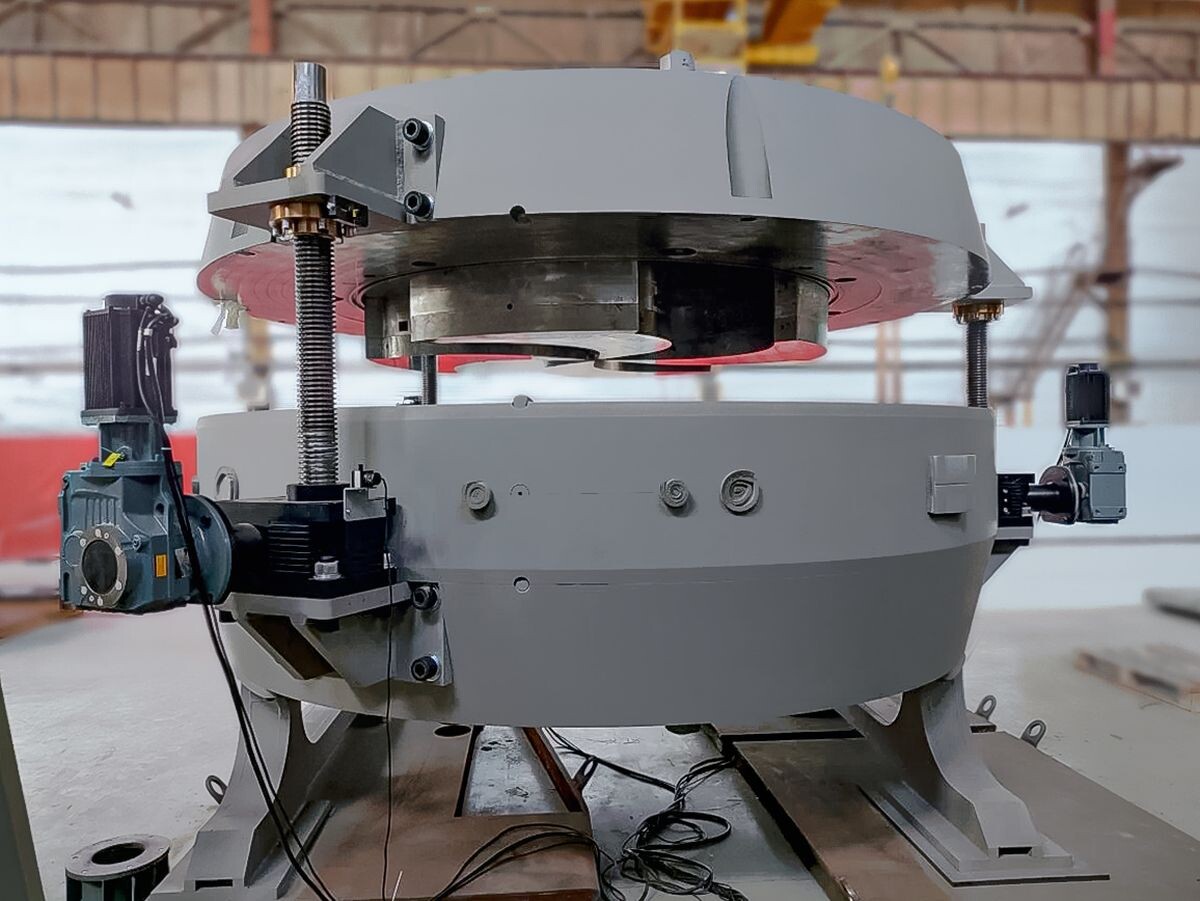
АО «НИИЭФА» (предприятие госкорпорации «Росатом») завершило изготовление и провело заводские испытания магнитопровода медицинского сверхпроводящего циклотрона МСЦ-230. Оборудование создаётся для Объединённого института ядерных исследований (ОИЯИ, г. Дубна). Электромагнит весит 127 тонн, его диаметр — 3,86 метра (полюсов — 2,4 метра), высота без опор — 1,9 метра.